液压折弯机操作步骤如下: 1.电源启动 首先接通电源,在控制面板上打开钥匙开关,随后按下油泵启动按钮。此时可听到油泵运转的声音,但机器不会立即动作。 2.行程调节 操作折弯机时需特别注意行程调节,折弯前必须进行试车。确保上模下行至底部时,与下模之间保留一个板厚的间隙,否则可能损坏模具和机器。行程调节可通过电动快速调整或手动微调实现。 3.槽口选择 通常选择板厚8倍宽度的槽口。例如,折弯4mm板料时,应选用32mm左右的槽口。 4.后挡料调整 后挡料调整支持电动快速调整和手动微调。 5.折弯操作 踩下脚踏开关开始折弯。折弯机可随时松开脚踏开关,松开后机器停止动作;再次踩下则继续下行。折弯机具有多步编程功能,能实现多步自动运行和连续定位。河北电液折弯机油泵
电液同步折弯机通过光栅尺和伺服比例阀来实现滑块的同步控制,该机型配置较高,通常应用于大型折弯机或对折弯精度要求较高的设备。该设备主要控制后挡料和滑块行程,您只需输入所需的折弯件信息,并逐步输入折弯角度,使用时只需调出程序,设备便会按照您输入的步骤自动调整后挡料距离和折弯角度。此外,转动手轮可微调滑块在下死点的位置,从而调整工件角度值。若需调整滑块在下死点与工作台面之间的平行度,可脱开右侧连节器并转动手轮,以纠正左右两侧工件的角度差。江西全自动折弯机后挡料折弯机加工前需对板材进行去毛刺处理。

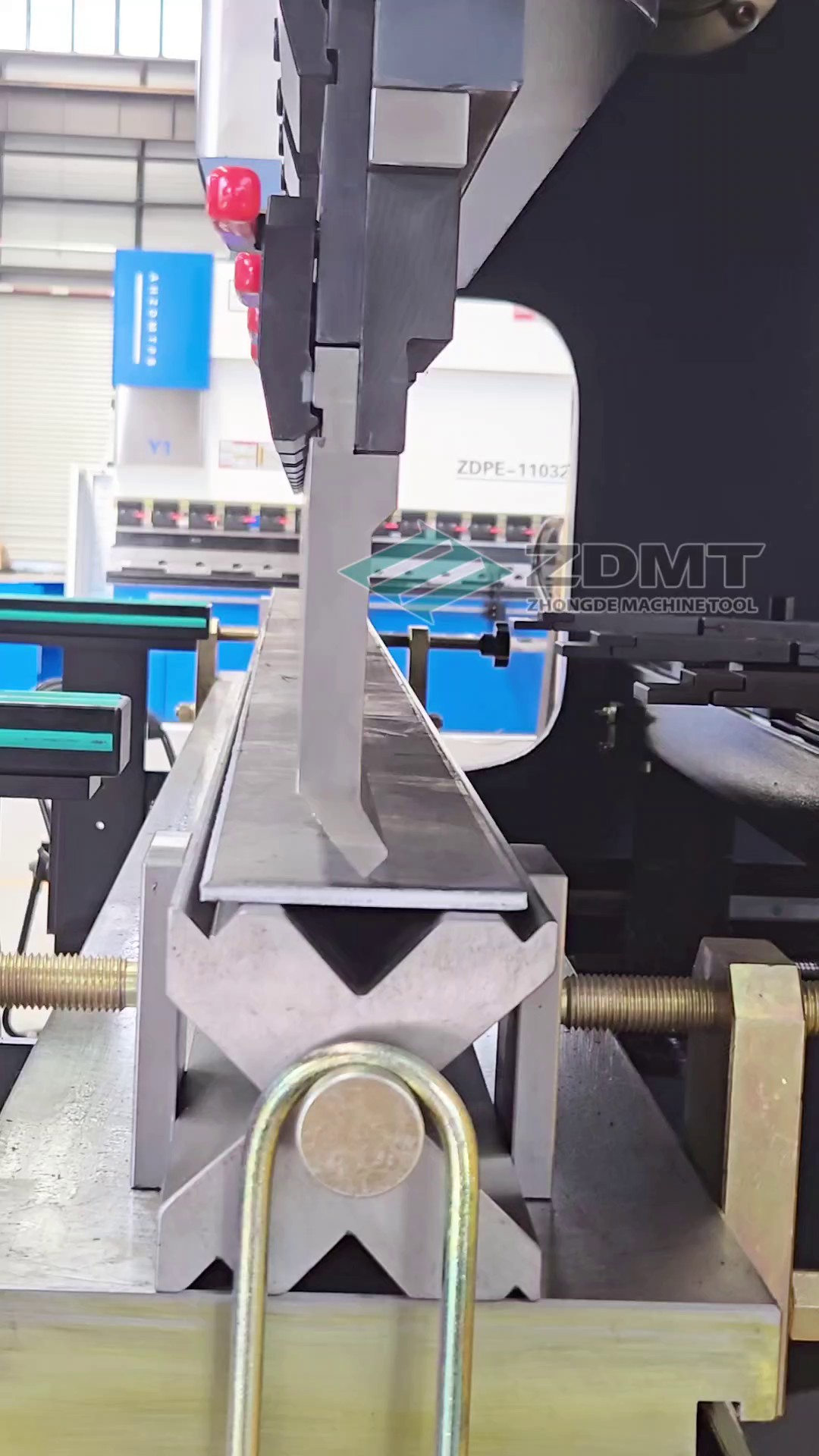
折弯机在操作时要注意以下几点:
1.严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。
2.启动前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、按钮是滞在正确位置。
3.检查上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。
4.在上滑板和各定位轴均未在原点的状态时,运行回原点程序。
5.设备启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
6.工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员均在安全位置方准发出折弯信号。7.板料折弯时必须压实,以防在折弯时板料翘起伤人。
8.调板料压模时必须切断电源,停止运转后进行。
9.在改变可变下模的开口时,不允许有任何料与下模接触。
10.机床工作时,机床后部不允许站人。
11.严禁单独在一端处压折板料。
12.禁止折超厚的铁板或淬过火的钢板、高级合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床。
折弯机液压系统若能正常工作必须由以下五部分组成: 1.动力装置:它是把原动机输入的机械能转换为液体压力能的能量转换装置,一般由电动机和液压泵组成,其作用是为液压系统提供压力油。 2.执行元件:它是将液体的压力能转换为机械能的能量转换装置,其作用是在压力油的推动下输出力和速度(直线运动),或力矩和转速(回转运动)。这类元件包括各类液压缸和液压马达。 3.控制调节元件:它是能控制或调节液压系统中油的压力、流量或方向,以保证执行装置完成预期工作的元件。这类元件主要包括各种液压阀,如溢流阀、节流阀以及换向阀等。 4.辅助元件:辅助元件是指油箱、蓄能器、油管、管接头、滤油器、压力在以及流量计等。这些元件分别起散热贮油、蓄能、输油、连接、过滤、测量压力和测量流量等作用,以保证系统正常工作,是液压系统不可缺少的组成部分。 5.工作介质:它在液压传功及控制今起传递运动、动力从信号的作用。工作介质为液压油或其它合成液体。凭借简单的模具和工艺设备,数控折弯机可以将金属板料压制成特定的几何形状。

折弯机作为钣金加工关键设备,通过液压系统对金属板材(包含钢板/铝板/不锈钢板等)施加可控压力,在常温环境下实现板材的塑性变形,可精确加工出特定角度与复杂形状的工件。 1.工艺参数 模具选择: 下模V形槽宽度需匹配板厚,推荐值为板厚的8倍 示例:4mm板料对应32mm槽口(4×8=32) 折弯力计算: 通过查表或公式(如P=650×S²×L/V)精确计算所需压力 成型效率: 单次滑块行程完成一道折弯工序 通过多道次连续加工实现复杂轮廓成型 2.模具应用 采用不同形状的上下模组合,可加工U形、Z形、弧形等多元几何特征,满足汽车钣金、机箱机柜等行业的多样化需求。折弯机整个框架采用整体焊接工艺,并通过回火处理达到消除内应力的效果。河南钣金折弯机报价
折弯机模具损坏要及时更换,避免影响。河北电液折弯机油泵
折弯机运动过程描述: 1.静止状态 折弯机静止时,上折弯梁位于上死点位置。为防止不受控的向下运动,系统采用无泄漏背压阀封闭液压缸的有杆腔,确保设备稳定停放。 2.向下运动 普通折弯机的下行快速关闭运动通常依赖自由落体机制,即利用折弯机梁及附件的自重驱动。在此过程中,液压缸无杆腔通过充液阀补油,有杆腔形成背压。快进速度由比例方向阀开环或闭环控制,可达250mm/s。该运动从上死点启动,经短暂刹车后,在距板材6mm处结束。 3.冲压/折弯 冲压/折弯阶段始于无杆腔压力建立。冲压速度受油泵供油量限制,同时可通过比例方向阀调节。该阀还控制折弯梁的同步运行及下死点定位。冲压力则由比例溢流阀限制泵压力实现。所有参数(速度、同步、定位、压力)均由数控器设定。 4.减压 无杆腔减压在到达下死点或短暂保压后启动,为变形材料提供流动时间,从而提升制件尺寸精度。河北电液折弯机油泵
安徽中德机床股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来安徽中德机床股份有限公司和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!