- 品牌
- 伊比精密科技有限公司
- 材料材质
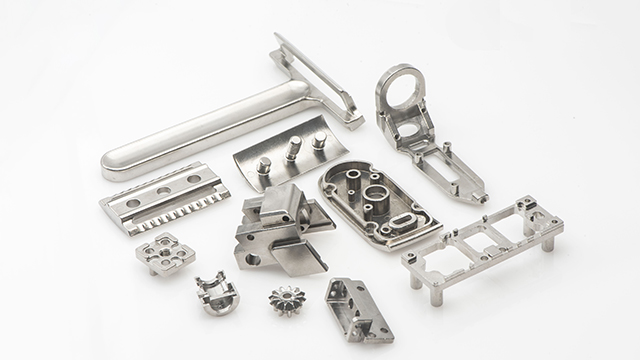
- 不锈钢,铁,钛合金,铝合金,硬质合金,铝Al
- 制品类型
- 医疗配件,锁具配件,3C配件,气缸配件,美容仪配件
- 粉末预处理
- 制粒
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 电镀,热处理,机械加工,精整,组装,抛光,溜光,研磨,水镀
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 4000000
- 加工贸易形式
- 来样加工,来图加工,OEM加工
- 厂家
- 伊比精密科技有限公司
- 打样周期
- 30
- 加工周期
- 20
金属粉末的成本是粉末冶金MIM总成本中的另一大项。MIM工艺要求使用粒径细小(通常D50<15μm)、粒度分布窄、球形度好、纯度高、氧含量低的预合金粉末,这类粉末通常需要通过气雾化(VIGA或EIGA)或水气联合雾化等工艺制得,生产技术门槛高,能耗大,成本远大于传统粉末冶金用的粗颗粒、不规则形状的粉末。粉末的理化特性(如振实密度、流动性)直接决定了喂料的流变性、生坯强度、脱脂行为和烧结性能,是MIM产品质量的根基,因此这部分成本是确保产品高性能和一致性所必须的投入。粉末冶金常见后处理有渗碳与氮化工艺。盐城铝合金粉末冶金

航空航天零件对材料性能和质量稳定性要求极其苛刻,而粉末冶金MIM在轻量化合金和强度高的零件制造中展现出巨大潜力。典型应用包括航空发动机的涡轮叶片支架、燃油系统部件、卫星结构连接件等。粉末冶金工艺可有效节省昂贵的钛合金、镍基合金和钨合金材料,同时保证复杂结构与批量一致性。然而,航天零件需满足更高的致密度和疲劳寿命要求,因此对粉末纯度、烧结气氛和工艺窗口控制提出了更高标准。粉末冶金MIM企业通常采用高真空烧结、热等静压以及多次检测工艺来满足航空航天标准。尽管门槛高,但其在轻量化与复杂设计的优势,使粉末冶金成为航空航天零件制造的重要发展方向。锁具粉末冶金结构零件粉末冶金可明显降低机加工成本浪费。

粉末冶金MIM技术已然成为制造业中一项基础性、平台型的精密制造技术。它成功的关键在于其能够将复杂三维设计、高性能材料和规模化经济生产三者完美地结合起来。从拯救生命的医疗设备到沟通世界的智能手机,从锁具到探索宇宙的航天器,MIM技术的身影无处不在。它打破了设计的枷锁,将工程师的想象力转化为现实产品,同时严格把控着成本和品质。随着材料科技的进步和数字化智能制造的深入,这种粉末冶金分支技术的潜力还将被进一步挖掘,继续赋能未来更多行业的创新与变革,其发展前景广阔无垠。
粉末冶金不仅应用于不锈钢和钛合金,也经常服务于硬质合金与耐磨零件的生产。MIM硬质合金制品,如刀具、喷嘴、阀座、轴承零件,兼具高硬度与耐磨性,适用于极端工况。传统硬质合金加工难度大、成本高,而粉末冶金能够高效制造复杂结构件,避免大量机加工过程。通过调整粉末颗粒比例与烧结工艺,可在硬度、韧性和耐磨性之间实现优化平衡。此外,粉末冶金零件还能通过表面涂层进一步提升寿命。随着采矿、石油化工和重工业对耐磨零件需求的增加,MIM硬质合金制品正逐渐成为行业的新宠。粉末冶金MIM产品常见收缩率约15%。

医疗器械行业对零部件的材料安全性和加工精度有极高要求,粉末冶金MIM凭借材料多样性和复杂结构能力,已经在手术器械、牙科工具、微型植入物等方面获得应用。尤其是MIM钛合金,因其高比强度、耐腐蚀和优异的生物相容性,被经常用于骨科植入件和牙科种植体。粉末冶金工艺在保证零件复杂几何的同时,还能通过表面氧化、喷砂、微孔结构调控等手段,提升植入体与人体组织的结合效果。此外,医疗零件通常体积小、批量大且设计多变,MIM具备高柔性生产能力,能够快速响应个性化医疗的需求。随着微创手术和可植入设备的发展,粉末冶金MIM将在医疗领域发挥更大作用。粉末冶金MIM工艺材料利用率高,符合绿色制造理念。浙江精密粉末冶金
粉末冶金技术适配智能化自动生产线。盐城铝合金粉末冶金
在汽车工业中,粉末冶金MIM技术凭借其高精度和大规模生产能力,逐渐成为发动机、传动系统和车身附件的重要零件制造手段。典型应用包括涡轮增压器部件、燃油喷嘴、气门锁夹、换挡元件、电子传感器外壳等。这些零件通常需要复杂几何形状与耐高温性能,传统机加工效率低且浪费大,而MIM可通过一次成型实现高致密度与批量一致性。粉末冶金零件在烧结后还可配合渗碳、氮化、淬火等热处理工艺,大幅提升耐磨与抗疲劳性能。随着新能源汽车与智能驾驶的快速发展,电机定子零件、传感器支架以及复杂轻量化零部件对粉末冶金MIM的需求愈加旺盛,这使得汽车行业成为MIM的应用市场之一。盐城铝合金粉末冶金
深圳市伊比精密科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**深圳市伊比精密科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

生坯含有大量粘结剂,需先脱除形成“棕坯”,再经高温烧结实现致密化。粉末冶金常用溶剂、热解与催化三类脱脂路径:溶剂脱脂温和、效率中等;热解适配面广,但易诱发应力;催化脱脂速度快、窗口窄,常配POM体系。脱脂曲线应匹配扩散通道与质量传递,避免表层硬壳与内压裂。烧结阶段在真空或惰性/还原气氛中进行,温度通常为材质固相线的70–90%,通过颈部长大与孔隙闭合提升密度与强度。配合治具支撑、等温保温与受控冷却,可抑制变形。得益于粉末冶金的工艺调控,合格件密度可达96–99%。粉末冶金为医疗器械提供批量化的精密手术器械零件。江门粉末冶金市场价格金属粉末的成本是粉末冶金MIM总成本中的另一大项。MIM工艺要求...






- 山东金属注射成型有多少 12-22
- 广东精密金属注射成型 12-22
- 316金属注射成型多少钱 12-22
- 四川3C金属注射成型 12-22
- 河源表壳金属注射成型 12-22
- 杭州锁金属注射成型 12-22
- mim工艺金属注射成型怎么样 12-22
- 湛江金属注射成型加工 12-22
- 温州金属注射成型结构件 12-22
- 揭阳钛合金金属注射成型 12-22