- 品牌
- 伊比精密科技有限公司
- 材料材质
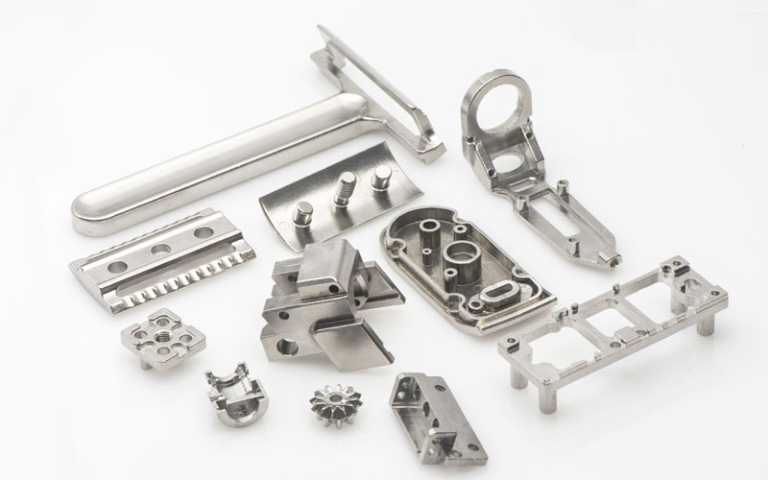
- 不锈钢,铁,钛合金,铝合金,硬质合金,铝Al
- 制品类型
- 医疗配件,锁具配件,3C配件,气缸配件,美容仪配件
- 粉末预处理
- 制粒
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 电镀,热处理,机械加工,精整,组装,抛光,溜光,研磨,水镀
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 4000000
- 加工贸易形式
- 来样加工,来图加工,OEM加工
- 厂家
- 伊比精密科技有限公司
- 打样周期
- 30
- 加工周期
- 20
注射阶段将喂料加热至流动状态,在适配的注塑机与温控系统下充填模腔,形成生坯。粉末冶金MIM的模具工程需同时平衡流道阻力、熔接线、困气与脱模强度,并依据烧结收缩率(常见14–20%)实施尺寸“反向放大”。浇口位置与型腔排气直接影响致密度与外观缺陷,局部薄壁与深腔细筋需通过保压、模温梯度和分段充填优化。为降低翘曲与内部缺陷,常辅以CAE流动分析、真空辅助与阀浇口控制。模具钢材、表面处理及镶件设计,决定了MIM量产的稳定窗与模寿命,是粉末冶金工艺落地的关键抓手。粉末冶金的材料利用率高于95%以上。北京锁粉末冶金

粉末冶金MIM技术已然成为制造业中一项基础性、平台型的精密制造技术。它成功的关键在于其能够将复杂三维设计、高性能材料和规模化经济生产三者完美地结合起来。从拯救生命的医疗设备到沟通世界的智能手机,从锁具到探索宇宙的航天器,MIM技术的身影无处不在。它打破了设计的枷锁,将工程师的想象力转化为现实产品,同时严格把控着成本和品质。随着材料科技的进步和数字化智能制造的深入,这种粉末冶金分支技术的潜力还将被进一步挖掘,继续赋能未来更多行业的创新与变革,其发展前景广阔无垠。河北粉末冶金生产厂家粉末冶金相比CNC具有成本与效率优势。
在汽车工业中,粉末冶金MIM技术凭借其高精度和大规模生产能力,逐渐成为发动机、传动系统和车身附件的重要零件制造手段。典型应用包括涡轮增压器部件、燃油喷嘴、气门锁夹、换挡元件、电子传感器外壳等。这些零件通常需要复杂几何形状与耐高温性能,传统机加工效率低且浪费大,而MIM可通过一次成型实现高致密度与批量一致性。粉末冶金零件在烧结后还可配合渗碳、氮化、淬火等热处理工艺,大幅提升耐磨与抗疲劳性能。随着新能源汽车与智能驾驶的快速发展,电机定子零件、传感器支架以及复杂轻量化零部件对粉末冶金MIM的需求愈加旺盛,这使得汽车行业成为MIM的应用市场之一。
粉末冶金MIM零件虽然具备高精度,但为了确保批量一致性,检测与质量控制环节至关重要。常用的检测方法包括金相分析、密度测定、硬度与拉伸实验,以及尺寸精度的三坐标测量。对于关键零件,还需进行无损检测,如X射线CT扫描,用于检测内部孔隙和裂纹。粉末冶金工艺的特殊性决定了在脱脂和烧结过程中容易出现收缩不均或气孔,因此过程监控尤为关键。近年来,越来越多企业引入数字化检测与自动化质量追溯系统,实现对每一批次粉末、喂料和烧结参数的全程监控。这些措施确保了粉末冶金零件在大规模应用中的可靠性。粉末冶金MIM为智能手表提供结构复杂的中框与部件。

粉末冶金MIM工艺也面临着一些技术挑战和局限性。首先,它不适用于生产大型零件(通常重量限于100-250克以下,虽然技术已在向更大尺寸发展);其次,初始的模具和研发成本高昂,因此不适合小批量试制(除非不考虑成本);第三,对产品设计的壁厚均匀性有一定要求,避免因收缩不均导致变形和缺陷;虽然公差控制良好(通常±0.3%~±0.5%),但对于某些有极端尺寸精度要求的特征,仍可能需要预留少量的机加工余地进行后处理(CNC)。认识这些局限性有助于工程师更好地应用和设计这种粉末冶金技术。粉末冶金行业正在加速自动化与智能化。广东粉末冶金结构
粉末冶金MIM在消费电子领域应用很多,成本效益突出。北京锁粉末冶金
粉末冶金MIM技术的成功很大程度上依赖于其重要的原料——金属粉末。这些粉末并非普通粉末,而是需要具备高球形度、窄粒度分布、低氧含量和高纯净度的特性,通常通过气雾化(VIGA或EIGA)或等离子雾化等工艺制备。球形粉末确保了喂料具有优异的流变性,能够顺畅地填充模具的细微部位;窄的粒度分布则保证了烧结时收缩的均匀性和可预测性;低氧含量对于活性金属如钛合金至关重要,防止材料性能劣化。因此,粉末的质量控制是MIM粉末冶金工艺的基石,直接决定了最终产品的性能上限和一致性。北京锁粉末冶金
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

成形环节是粉末冶金生产流程中的重中之重,通常依靠精密压力机和定制模具来完成。将配制好的混合粉末装入模腔后,通过上下冲头的对向挤压,使粉末颗粒在压力作用下发生位移并产生塑性变形,从而互相咬合形成具有一定强度的生坯。在设计压制方案时,需要充分考虑零件的几何形状对压力传递的影响,以避免出现局部密度过低的问题。为了获得密度分布更为均匀的零件,常采用温压技术或等静压技术。这种通过物理压实获得形状的方法,不仅能保证零件的尺寸精度,还为后续的烧结致密化提供了理想的坯体结构,是实现零件复杂化设计的关键。粉末冶金MIM产品常见收缩率约15%。陶瓷粉末冶金零件材料利用率的提升是粉末冶金技术备受青睐的主要原因。在传...
- 东莞粉末冶金多少钱 2026-02-27
- 智能眼镜粉末冶金结构零件 2026-02-27
- 316粉末冶金结构 2026-02-26
- 浙江钛粉末冶金 2026-02-26
- 梅州粉末冶金质量 2026-02-26
- 浙江粉末冶金有多少 2026-02-26
- 上海粉末冶金结构件 2026-02-26
- 河源粉末冶金加工 2026-02-26
- 珠海粉末冶金结构零件 2026-02-25
- 中山智能家具粉末冶金 2026-02-25









- 钨钢金属注射成型怎么样 03-10
- 全国金属注射成型优势 03-10
- 连云港钛金属注射成型 03-10
- 常州金属注射成型零件 03-10
- 大型金属注射成型结构件 03-10
- 常州铝金属注射成型 03-09
- 天津锁金属注射成型 03-09
- 温州金属注射成型代加工 03-09
- 广东金属注射成型加工 03-09
- mim金属注射成型结构 03-09