- 品牌
- 伊比精密科技有限公司
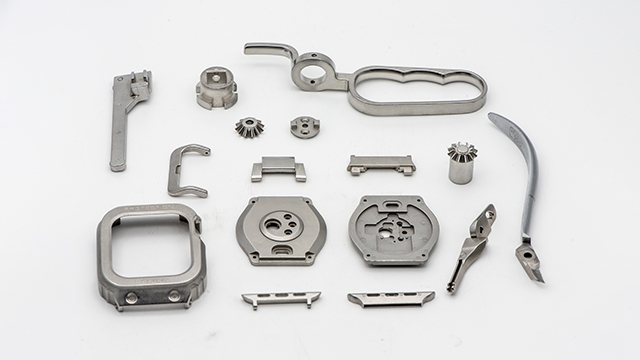
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
致密度是MIM不锈钢性能的量化。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而消失,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及气密性。在工厂运营管理中,收缩率的一致性是评估工艺水平的标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造流程的成本优化许多精密仪器的内部框架结构会优先选择此种加工方案!常州金属注射成型有多少

致密度是评估MIM不锈钢零件机械性能的基础指标。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而逐渐闭合,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及密性。在工厂运营管理维度,收缩率的一致性是评估工艺水平的客观标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造全流程的效率优化。江门金属注射成型厂家伊比精密科技结合3D打印与MIM,实现复杂流道齿轮件快速试制,周期缩短60%。

尽管MIM工艺可以使钛合金达到95%以上的相对密度,但对于航空或消费电子件,微小孔隙的存在仍会降低零件的抗疲劳寿命。热等静压(HIP)工艺在高温高压环境下(通常为900°C以上,100MPa气压),利用压力促使零件内部残留的闭口孔隙通过塑性流动和扩散完全闭合,使致密度接近理论值的100%。在运营方案中引入HIP环节,需要平衡成本增加与性能提升之间的关系。虽然HIP增加了单件工费,但通过提升力学性能的一致性,可以大幅降低后期测试的失效率。掌握HIP处理前后的组织演变逻辑,并据此优化前端烧结工艺,能够为客户提供具备更高可靠性的钛合金解决方案,体现了运营岗位对全工艺链的统筹能力。
4605和4140等低合金钢是MIM铁基零件中追求功能性方案。这类材料在烧结状态下具备良好的加工基础,而硬度与耐磨性则通过后续的热处理工序(如淬火和回火)实现。例如,4605材料通过热处理可将硬度稳定在30-40HRC区间,适用于制造高载荷的齿轮或连接件。材料中微量铬(Cr)和钼(Mo)的存在,增强了淬透性,确保了零件截面性能的一致性。运营端在处理此类项目时,需要重点关注零件的形变控制。由于热处理过程中的相位转变会产生组织应力,对于壁厚不均的复杂零件,应在DfM阶段建议客户增加工艺支撑或优化受力结构。通过对热处理炉温场均匀性的定期校验,可以降低批次间的硬度波动风险。这种对全工艺链的深度掌控,是运营岗位实现从“产出管理”向“质量工程”跨越的关键路径。伊比精密科技开发梯度功能材料零件,用于航天器热防护系统,实现温差1000℃的有效隔热。

MIM不锈钢零件的后续价值提升,往往依赖于表面处理工艺。由于零件致密度高且组织均匀,316L等材料能够适配物相沉积(PVD)、化学钝化及电解抛光。例如,PVD涂层可以在不锈钢表面形成一层几微米厚的硬质薄膜,不*丰富了外观表现,还提升了表层的耐刮擦系数。在运营端核算成本时,表面处理的良率是影响利润的重要变量。MIM零件的烧结表面状态(如无流痕、无麻点)直接决定了抛光工序的时长和耗材成本。通过在射出成型阶段优化浇口位置和排气设计,可以从源头上提升零件的表面质量。这种贯穿全流程的质量预判和控制策略,体现了运营人员对产业链上下游的掌控力。您是否研究过粉末粒径分布对成型件表面粗糙度的影响?淮安金属注射成型工艺
这种方式适合制备不锈钢、低合金钢等多种材料的零部件;常州金属注射成型有多少
316L是MIM工艺中常用的奥氏体不锈钢。其成分配比中含有的2%-3%钼(Mo)元素,是提升材料在氯化物环境下抗点蚀能力的物理基础。在MIM生产中,通过真空烧结工艺将零件密度控制在7.85g/cm³以上,可以有效降低材料内部的孔隙率。这种微观组织的致密性,决定了零件在后期酸洗或盐雾测试中的数据表现。对于运营端而言,316L的优势在于其无磁性和良好的塑性加工性能。在制造智能穿戴设备的内腔结构时,MIM工艺能够将尺寸公差控制在±0.3%至±0.5%的区间内。通过对喂料流动速率(MFI)的监控,可以确保复杂异形件填充的完整性。这种基于材料物理特性的工艺控制,是确保大批量订单一致性的技术支撑,也是业务交流中具备说服力的专业细节。常州金属注射成型有多少
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

MIM不锈钢零件的附加值提升,往往依赖于多元化的表面处理工艺。由于零件致密度高且组织均匀,316L等材料能够适、化学钝化及电解抛光。例如,PVD涂层可以在不锈钢表面形成一层几微米厚的硬质薄膜,不*丰富了视觉表现,还提升了表层的耐刮擦系数,延长了产品的使用周期。在运营端核算成本时,表面处理的良率是影响利润的重要变量。MIM零件的烧结表面状态(如无流痕、无麻点)直接决定了抛光工序的时长和耗材成本。通过在射出成型阶段优化浇口位置和排气设计,可以从源头上提升零件的原始表面质量。这种贯穿全流程的质量预判和控制策略,体现了运营人员对产业链上下游的技术掌控力,是实现岗位晋升的关键要素。相比于熔模铸造,该技术...
- 河北金属注射成型工艺流程 2026-03-10
- 结构件金属注射成型表面效果 2026-03-10
- 精密金属注射成型零件 2026-03-10
- 江苏铁金属注射成型 2026-03-10
- 钨钢金属注射成型怎么样 2026-03-10
- 全国金属注射成型优势 2026-03-10
- 连云港钛金属注射成型 2026-03-10
- 常州金属注射成型零件 2026-03-10
- 大型金属注射成型结构件 2026-03-10
- 常州铝金属注射成型 2026-03-09


- 常州铁金属注射成型 2026-03-09
- 浙江金属注射成型有多少 2026-03-09
- 304金属注射成型多少钱 2026-03-09
- 汕尾3C金属注射成型 2026-03-09
- 四川锁具金属注射成型 2026-03-09
- 惠州金属注射成型有多少 2026-03-08





- 钨钢金属注射成型怎么样 03-10
- 全国金属注射成型优势 03-10
- 连云港钛金属注射成型 03-10
- 常州金属注射成型零件 03-10
- 大型金属注射成型结构件 03-10
- 常州铝金属注射成型 03-09
- 天津锁金属注射成型 03-09
- 温州金属注射成型代加工 03-09
- 广东金属注射成型加工 03-09
- mim金属注射成型结构 03-09