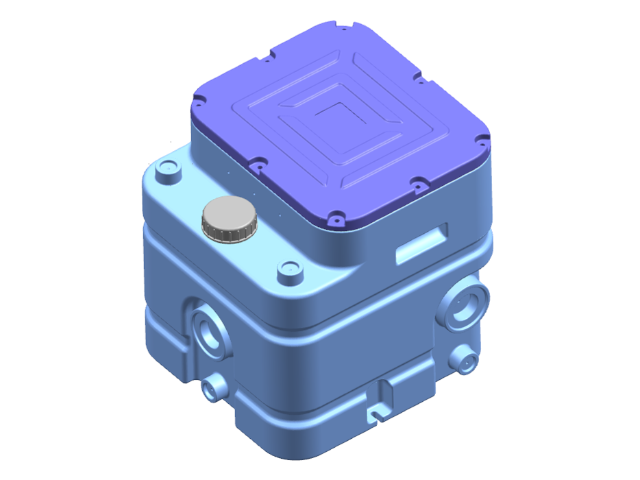
这种独特的成型方式赋予了滚塑模具三大优势:其一,壁厚均匀性优异。双向旋转让熔融原料在型腔内壁均匀分布,避免了注塑工艺中因压力不均导致的壁厚差异,尤其适合大型中空制品生产,如10立方米以上的化工储罐,壁厚误差可控制在±0.5mm以内;其二,复杂结构适配性强。无需考虑注塑时的浇口位置与熔体流动路径,可一...
外壳基本参数
- 品牌
- 阅瞻
- 型号
- 定制
外壳企业商机
滚塑又称滚塑成型、旋转成型、回转成型等,是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。滚塑成型的基本加工过程很简单就是将粉末状或液状聚合物放在模具里加热同时模具围绕垂直轴旋转自转和公转,然后冷却成型。在加热阶段,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则完全停止流动。模具随后转入冷却工区,通过强制通风或喷水冷却,然后被放置于工作区,在这里,模具被打开,完成的制件被取走,接着再进行下一轮循环。
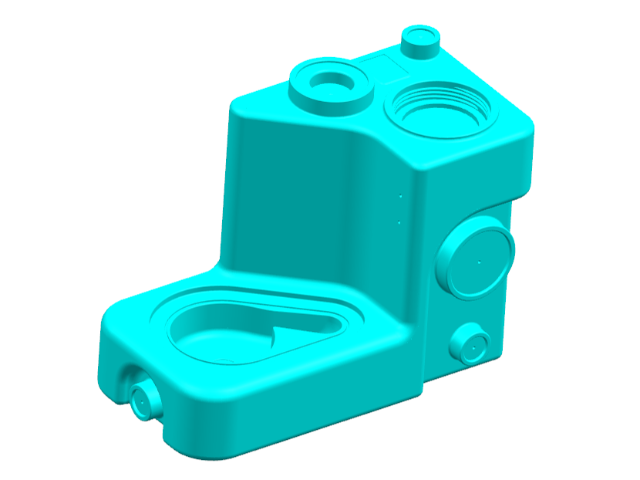
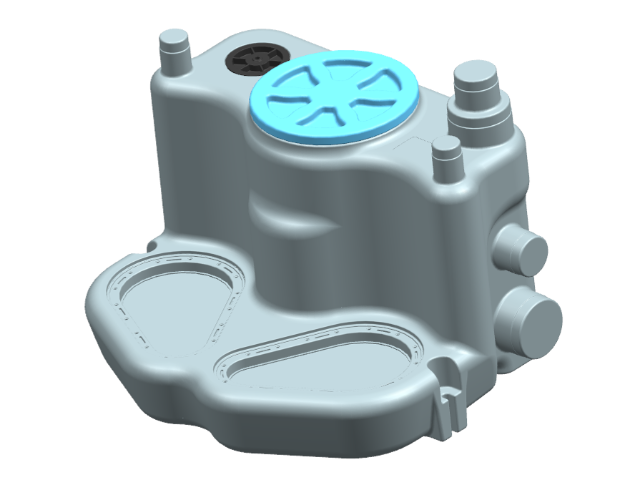
由于滚塑工艺的灵活性,滚塑外壳可以制作成各种复杂的形状,满足不同的设计需求。台州污水提升器外壳服务电话

洗地机电瓶应每十天左右检查一次液面,如液面接近铅板(不能将极板暴露在空气当中),应及时为电瓶补充蒸馏水(超市有售),加水至距离塑料口下方约3毫米处即可,禁止补充自来水、纯净水或电瓶原液。洗地机电瓶加水应在电瓶充电完毕后进行。每次使用比较好让电瓶留有20-30%左右的余电,过度放电会影响电瓶使用寿命。放完电的电瓶应在24小时内充电,否则会损坏电瓶。洗地机电瓶充电时请确保插座电源接触良好,充电器插头与电瓶插头接触良好。洗地机电瓶长时间不用时,应每隔两至三个月为电瓶补充电一次。洗地机电瓶极柱和电线接头上如出现氧化物应及时予以清理。
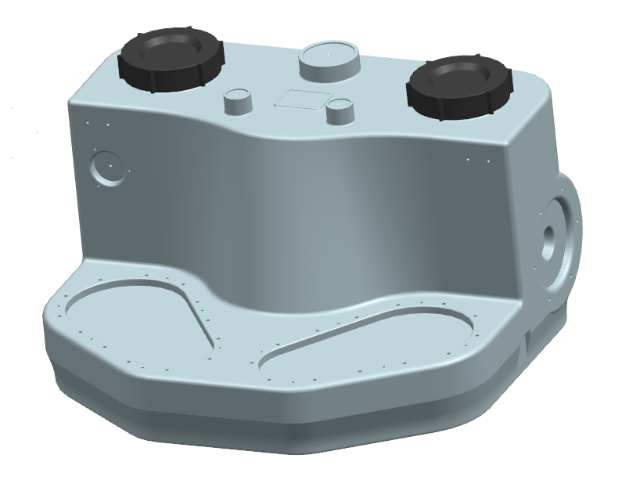
淮安油箱外壳来样定制滚塑外壳制造过程中模具旋转,使原料分布均匀。

随着滚塑旋转成型工艺的发展其制品的应用范围不断扩大,滚塑旋转成型制品的应用面已很普遍,一些具有代表性的应用可举例如下。1.容器类旋转成型制件,这类塑料制件普遍用于贮水槽、各种液态化学药品的贮槽(如酸、碱、盐、化学肥料、农药等),汽油用容器(汽油贮槽及汽车、飞机用油箱),蓄电池的壳体等等。2.汽车用旋转成型制件,主要是应用聚乙烯和聚氯乙烯糊树脂,滚塑各种管件,如空调弯管、靠背、扶手等。3.体育器材及各种代用品。主要有聚氯乙烯糊滚塑的各种制件,如水球、浮球、自行车座垫,小船以及船和船坞之间的缓冲吸震器等。利用菲力浦公司的滚塑级交联聚乙烯树“Maricxcl-100”制得的滚塑交联聚乙烯桶,可以同金属桶相竞争,而且它耐化学腐蚀性好,维修保养费用低。滚塑码垛盘,在70年代初,在美国、日本等国已商业化;冲浪板、小船等亦是文献中常常提到的滚塑制件。
滚塑又称滚塑成型、旋转成型、回转成型等,是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。滚塑成型的基本加工过程很简单就是将粉末状或液状聚合物放在模具里加热同时模具围绕垂直轴旋转自转和公转,然后冷却成型。在加热阶段,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则完全停止流动。模具随后转入冷却工区,通过强制通风或喷水冷却,然后被放置于工作区,在这里,模具被打开,完成的制件被取走,接着再进行下一轮循环。
滚塑外壳是一种通过滚塑工艺制作而成的外壳产品,具有独特的性能和广泛的应用领域。

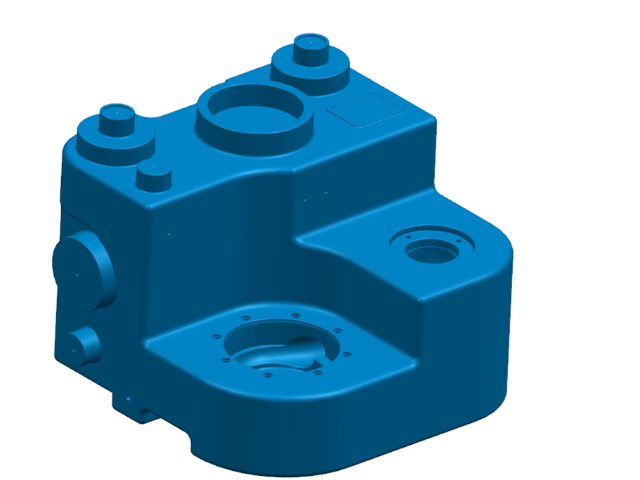
洗地机当刷毛磨损,即刷毛很短时,它们变得很坚硬并且不能进入也不能在深度方向上清洗,同时,如果刷毛很稠密,刷盘将会产生跳动PADHOLDER针盘针盘可应用于磨光的表面T有两种类型的针盘:1.传统的针盘具有一套锚扣,它可以用来在清洗过程中夹住并驱动针盘。2.中心锁针盘没有锚扣,但有一个塑料压紧装置的中心锁系统,它可以将针盘在中心固定,并且连在一起而不会分开。该类型的针盘特别适用于多刷盘和针盘定位较困难的机器。欢迎咨询。滚塑外壳的颜色选择丰富,可根据需求定制,满足不同的外观设计要求。淮安油箱外壳来样定制
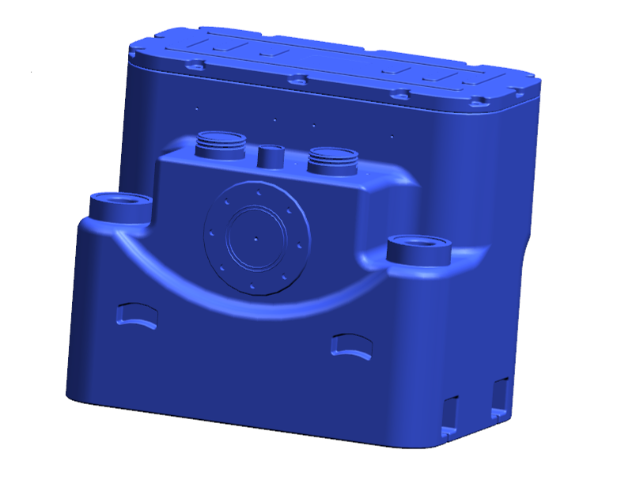
滚塑工艺生产的外壳重量轻,便于安装和运输,降低了使用成本。台州污水提升器外壳服务电话
滚塑制品壁厚不均解决方案:1、把滚塑模具固定在模架上适当的位置,并调整模架的平衡。2、主、副轴旋转速度保持比例均衡、速度均匀。3、加热炉能保证在各个方向上使模具受热均匀。4、加热和冷却过程中都换向一次,换向时要迅速,一般正转、反转时间相同。5、在需要制品厚度增大的部位,模具相应部分要进行预热或减小隔热因素的影响。6、在需要制品厚度减小的部位,模具相应部位上加四氟乙烯板或石棉垫隔热,使熔融物料不易糯附模具或持续堆积,以减小此部位的厚度。此方法还用来把隔热层衬在模具上,使模其内表面无法粘附树脂,获得开口部位,但这种方法制得的开口一般不是规整的。
台州污水提升器外壳服务电话
与外壳相关的文章

上海本地水箱外壳代加工
- 连云港农机油箱外壳供应商 2025-12-28
- 南通塑料外壳代加工电话 2025-12-28
- 苏州塑料外壳图纸定制 2025-12-28
- 黄山外壳厂家 2025-12-28
- 南通水箱外壳来样定制 2025-12-27
- 台州滚塑外壳费用 2025-12-27
- 衢州农机油箱外壳来样定制 2025-12-27
- 徐州农机油箱外壳图纸定制 2025-12-27
- 山东农机油箱外壳供应商 2025-12-27
- 安庆洗地机外壳异形定制 2025-12-05
- 上海塑料外壳代加工 2025-12-04
- 台州保温箱外壳异形定制 2025-12-04
与外壳相关的产品


与外壳相关的新闻
-
宣城塑料外壳 2025-12-03 13:00:24展望未来,滚塑加工将在轻量化与定制化领域迎来爆发式增长。轻量化方面,采用碳纤维增强尼龙滚塑的无人机机架,重量较铝合金减轻40%,强度提升3倍,某无人机厂商应用后使植保无人机载荷从10kg提升至15kg,作业效率提高50%。定制化方面,3D打印模具技术与滚塑工艺结合,可快速生产小批量个性化产品,如景区...
-
南京污水提升器外壳供应商 2025-12-03 13:00:24在容器制造方面,滚塑工艺展现出强大优势。各类储水槽、工业用储存和运输容器,如化工企业储存酸碱盐的贮槽,多采用滚塑工艺生产。以聚乙烯为原料滚塑而成的化工贮槽,具有出色的耐腐蚀性,能安全储存各类化学物质。其无缝一体成型的特点,避免了焊接处易渗漏的隐患,提高容器的密封性和使用寿命。在生活中,常见的家用塑料...
-
黄山保温箱外壳来样定制 2025-12-03 14:00:20全自动洗地机日常生活中其实见得比较多,正如大家所见,它的功能就是让地面变得更干净。全自动洗地机是一种对地面进行清洗的设备,一般使用的环境场所都比较大,如写字楼、酒店、医院、购物商场、工厂等地方.全自动洗地机对地面进行清洗时,不仅能够快速的将地面清洗干净,还能将地面的污水吸干净并带离现场的设备.全自动...
-
绍兴滚塑外壳厂家供应 2025-12-03 16:00:24使用洗地机之前一定要仔细阅读说明书,特别是头一次使用接触洗地机的客户,在了解以后,再进行相关操作。那么洗地机到底应该怎么用?怎么才能发挥比较大作用呢?首先金洁洗地机的款式有很多种,有小型洗地机、电线式洗地机、电瓶式洗地机、自动洗地机、全自动洗地机、迷你驾驶式洗地机、驾驶式洗地机、双刷洗地机,不同洗地...
与外壳相关的问题
新闻资讯
产品推荐
-
河北一体化污水提升器厂家
2025-12-26 -
铜陵医用污水提升器价格
2025-12-26 -
扬州污水提升器异形定制
2025-12-26 -
黑龙江别墅污水提升器来样定制
2025-12-26 -
湖州地下室污水提升器供应商
2025-12-25 -
苏州地下室污水提升器定制价格
2025-12-25 -
台州进口污水提升器异形定制
2025-12-25 -
淮南地下室自动污水提升器电话
2025-12-25 -

南京民用污水提升器代加工电话
2025-12-25