- 品牌
- 雷石
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印,支持无线网络打印,支持有线网络打印,齐全,云打印
- 双面打印
- 齐全
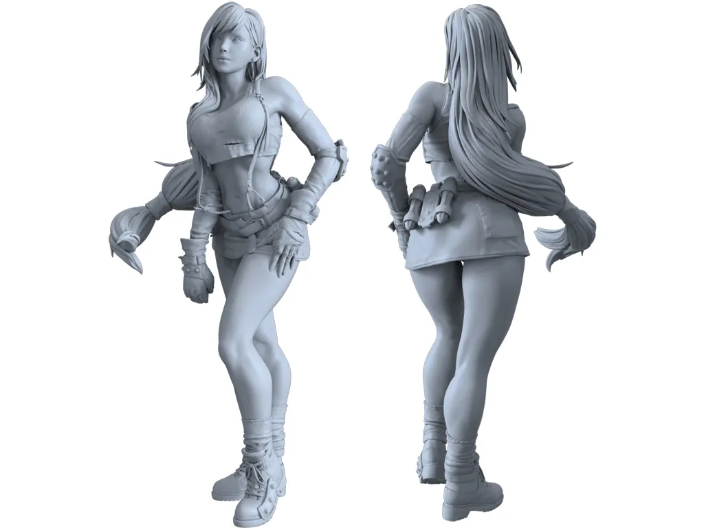
在用3D打印制作模型并且经过电磨机打磨后的模型基本就已成型,但是想使模型更加的精致,表面更加细腻就需要用各种砂纸经过反复打磨。打磨不只可以使得模型表面变得细腻还会对后期的上色工作起到很大的帮助!打磨作为一种表面处理方法,在模型制作范围内,其主要目的是为了让零件的表面平整、棱角锐利,以及消除零件表面存在的小瑕疵,比如凸起的水口和分模线从而让模型失去“真实感”。而对于没修干净的水口、零件上的合模线以及零件表面的各种缩胶等等这些大量存在的“微小”瑕疵或缺陷,都可以通过打磨的操作方便全方面的处理。打磨可以分为功能性打磨和装饰性打磨两种。杭州手板上色要求
喷油其实就是工业产品的表面涂装加工的称呼、喷油加工包括塑胶喷油、丝印、移印加工;EVA、橡胶等鞋材改色、丝印。并可根据客户要求,生产耐高温、耐摩擦、耐紫外、耐酒精、耐汽油等产品。喷油注意事项:喷涂中的主要问题是高度分散的漆雾和挥发出来的溶剂,既污染环境,不利于人体健康,又浪费涂料,造成经济损失,大流量低压力雾化喷涂是低的雾化气压和低空气射流速度,低的雾化涂料运行速度改善了涂料从被涂物表面反弹出来的情况,使上漆率从普通空气喷涂的30%~40%,提高到了65%~85%。成都手板模型喷油用处手板模型制作工艺主要有多种形式:3D打印、数控加工、复模等,其中一个重要的环节就是打磨。

3D打印模型上色的几种方法。1.纳米喷镀上色:纳米喷镀一种高科技喷涂技术,采用先进的材料以及专门设备,应用化学原理通过直接喷涂的方式,使被喷涂固体表面显现出各类色彩的诸多镜面高光效果,色彩过渡十分自然并且一个模型可以喷涂多种颜色。2.电镀上色:电镀只有铬色、镍色、金色三种选择,利用电解原理,在一些金属和ABS塑料表面镀上一薄层金属,它的外观效果十分不错,色彩光泽度非常的高,这点是纯手工、喷漆和浸染无法做到的。
3D打印后处理方法:1、粘合组装:一些超大尺寸和多部件或拆件打印的模型,常常会需要到粘合。完成粘合建议是运用以点的当时来擦抹胶水,随后用橡皮圈固定,合理促使粘合时的更为紧密。如果粘合过程中碰到模型有空隙或接触处毛糙的状况,还可以运用Bondo胶或填料使其变平滑。2、模型上色喷漆法:操作较为简单,比较适宜小型模型或模型细致的部分上色。以便能喷出理想的作用,完成喷漆前要先完成试喷,检测操作,浓度是否适合,还可以合理防止浪费资源。运用喷漆法还可以将涂料匀称的喷在模型表面,极大的节约了时间。喷油是一种工业产品的表面涂装加工,喷油加工一般专业从事于塑胶喷油。

了解手板模型制作工艺的朋友都知道,它主要有多种形式:3D打印、数控加工、复模等,其中一个重要的环节就是打磨。例如,数控机床加工后,一个零件的表面会含有大量的毛边和刀痕。机械打磨:大面积施工时,为了提高工作效率,可以采用电动打磨机(圆盘式、振动式)等机械打磨方法。干磨时,需要用粗砂纸粗略打磨,然后去除表面粗毛边,再仔细打磨。一次打磨完成后,可以遇到原子灰,放大产品表面的粗糙度,这样可以用眼睛观察缺点,纠正存在的缺点,直到一个产品完成所有的打磨过程。手板打磨过程必须要有良好的耐心才可以提升高光效果。山东3D打印后打磨是什么意思
打磨对平滑的涂层表面要打磨至一定的粗糙度,增强涂层的附着力。杭州手板上色要求
在3D打印模型制作过程中,对于外观要求比较高的一些产品,经常需要进行喷漆上色处理,一半来说喷漆上色的都是哑光的外观,如果需要亮光,都需要进行过uv处理的。3D打印手板喷漆上色处理:过UV高光的处理会保护表面,表面附着一层光滑透明的效果,在样品的表面上喷一层透明油,用紫外光烤干,产品更亮,且不易刮。涂层性能优异,涂层在硬度、耐磨、耐酸碱、耐盐雾、耐汽油等溶剂各方面的性能指标均非常高;特别是其漆膜丰满、光泽尤为突出。UV漆所采用的光固化工艺在淋刷油漆时无污染,是公认的绿色环保产品。杭州手板上色要求
东莞市雷石三维打印科技有限公司位于广东省东莞市长安镇上沙福祥路32号。公司业务分为3D打印,工业建模设计,手板复模,打磨喷油上色等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司从事数码、电脑多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。雷盟集团立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。

抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。大批量生产轴承钢球时,常采用滚筒抛光的方法。粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳...
- 广州3D打印后上色方法 2023-07-26
- 浙江3D手板打样后上色技巧 2023-07-26
- 江苏3D手板打样后打磨有什么用 2023-07-26
- 广东手板打磨服务企业 2023-07-26
- 浙江手板模型上色服务哪家好 2023-07-25
- 广州3D手板打样后打磨意义 2023-07-25
- 北京cnc上色有什么用 2023-07-25
- 山东喷油服务哪家好 2023-07-24
- 江苏3D手板打样后打磨哪家好 2023-07-23
- 浙江玩具手板上色要求 2023-07-23



- 山东3D手板打样后喷油特点 2023-07-18
- 湖北3D打印后上色注意事项 2023-07-17
- 湖北3D手板打样后打磨服务企业 2023-07-17
- 深圳手板喷油方法 2023-07-16
- 东莞cnc喷油要求 2023-07-14
- 广东3D手板打样后上色要求 2023-07-13



- 几何建模设计有什么用 11-09
- 河北建模设计哪家好 11-08
- 广东可视化建模设计是什么意思 11-08
- 杭州实体建模设计 11-08
- 河南实体建模设计模型 11-08
- 湖北系统建模设计服务哪家好 11-07
- 江苏实体建模设计流程 11-07
- 江苏3D可视化建模设计哪家好 11-07
- 河南几何建模设计公司哪家好 11-07
- 广东工业建模设计服务企业哪家好 11-06