- 品牌
- 雷石
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印,支持无线网络打印,支持有线网络打印,齐全,云打印
- 双面打印
- 齐全
值得一提的是,喷油的时候不只需要调配颜色,同时还可以使用各种塑胶金属五金油漆,手板喷油之后能够长久使用,好的手板模型用几年了还不会坏。手板上色前需要经过白板打磨的过程,打磨的时候要考虑到产品的光滑程度,清角是否到位,粘接的痕迹不能有明显的暴露。我们在打磨到可以上色前是需要喷灰处理的,上色的时候需要有pantone,有了pantone颜色可以比较准确。手板喷油是手板行业经常用到的一种工艺。因为一款手板制作过程中,除了有好的机器设备后,还需要很多后期处理,这里就包含了手工打磨装配,喷油上色等。机械打磨:打磨大型手板,一般选择采用机械打磨方法,提升工作效率。如电动打磨机圆盘式和振动式。杭州模型上色标准

抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。大批量生产轴承钢球时,常采用滚筒抛光的方法。粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳化液混合而成。抛光轮采用材质匀细经脱脂处理的木材或特制的细毛毡制成,其运动轨迹为均匀稠密的网状,抛光后的表面粗糙度不大于Ra0.01微米,在放大40倍的显微镜下观察不到任何表面缺陷。此外还有电解抛光等方法。上海打磨工艺金属表面喷漆涂装则是一种很重要的金属防腐蚀保持手段。

3D打印后处理方法:1.砂纸打磨:砂纸是普遍的打磨工具,需要留意的是,打磨前要先加一些水避免材料太烫起毛。通常表普遍的有(400/600/800/1000/1200/1500)标号越低的砂纸颗粒越大,打印次序是以低标号开始,但是因为打印物品的表面平整度不一样,还可以无需完全按固定的次序来。还可以用完400后直接到800,主要还是按照当时的实际情况。2.二甲基酮抛光:二甲基酮还可以溶解ABS材料,因此ASB模型还可以运用二甲基酮抛光,主要是用二甲基酮的蒸汽熏蒸3D模型来完成抛光。pla材料则不能用二甲基酮抛光。需要留意的是二甲基酮是一种有害化学物质,提议是在通风良好的环境和佩戴好防毒面具等安全设备事在完成操作。
喷油的工艺流程: 1.涂装前应进行除油处理。对塑料件通常用汽油或酒精清洗,然后进行化学除油化学除油后应彻底清洗工件表面残留碱液,并用纯水清洗干净,晾干或烘干。 2.退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。消除塑件内应力的溶液在室温下对塑件表面进行15-20min的处理即可, 3.采用高压离子化空气流同时除电除尘的效果较好,塑料制品是绝缘体,易产生静电,容易吸附空气中的细小灰尘而附着于表面。 4.需要光亮的表面还必须喷涂透明涂料,涂后的制件对于阻燃性能基本没有影响,塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成,一道喷涂后晾干15min,再进行第二次喷涂。5.塑胶油漆在60-80℃的环境下烘烤20-30分钟左右;一般油漆烘烤在150—180℃的环境下烘烤20-30分钟左右;部分特殊油漆可以在温室下自干。对手板表面进行打磨时,常用的工具便是砂纸,其成本较低,而且可在复杂结构上使用。

喷油,又称表面处理、烤漆。喷油中将燃油雾化,并分布在燃烧室内与空气混合的部件。它主要由喷油嘴和喷油器体组成。它在缸盖上的安装位置与角度取决于燃烧室的设计。喷油器的喷雾特性包括雾化粒度、油雾分布、油束方向、射程和扩散锥角等。这些特性应符合柴油机燃烧系统的要求,以使混合气形成和燃烧完善,并获得较高的功率和热效率。喷油器分为开式和闭式两种。开式喷油器结构简单,但雾化不良,很少被采用。闭式喷油器普遍应用在各种柴油机上。打磨可以分为功能性打磨和装饰性打磨两种。成都3D打印后上色服务哪家好
打磨手板模型的作用:增强涂层的附着力。杭州模型上色标准
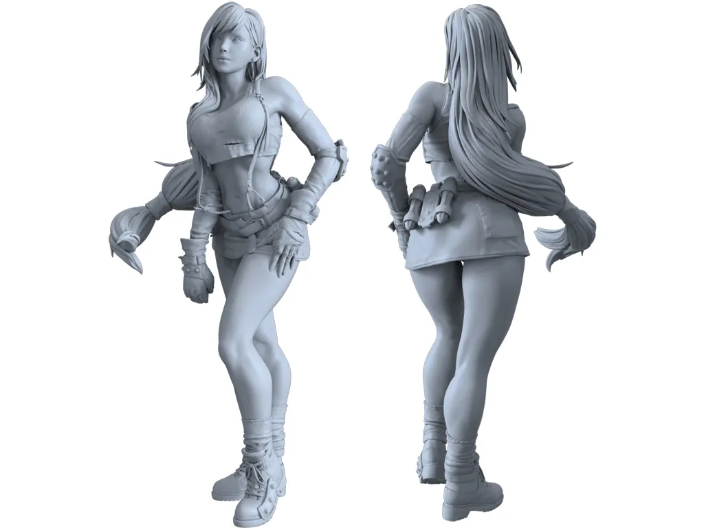
手板模型做好手工处理之后,首先需要手板打磨后才能进行喷油丝印,什么是手板打磨呢?手板打磨就是降低工件表面的粗糙度(手板CNC加工后表面会有很多刀痕,喷油后会非常明显影响外观效果)对旧漆层进行打磨后,还可增强涂层的附着力等等。首先是需要用很粗的砂纸进行粗加工打磨,去掉表面那层很粗的毛刺之后再进行细纹的打磨,砂纸可以由粗到细分为300,1200等不同的等级。然后根据产品对表面的要求进行不同程度的打磨!一次打磨完毕之后,通过喷上一层原子灰,可以将产品表面的粗糙程度进行放大。达到用肉眼可以看到瑕疵的程度。然后就可以有重点的进行局部修正,直到一件产品完成全部的打磨过程。杭州模型上色标准
东莞市雷石三维打印科技有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的生产型企业。公司成立于2018-08-24,多年来在3D打印,工业建模设计,手板复模,打磨喷油上色行业形成了成熟、可靠的研发、生产体系。在孜孜不倦的奋斗下,公司产品业务越来越广。目前主要经营有3D打印,工业建模设计,手板复模,打磨喷油上色等产品,并多次以数码、电脑行业标准、客户需求定制多款多元化的产品。雷盟集团为用户提供真诚、贴心的售前、售后服务,产品价格实惠。公司秉承为社会做贡献、为用户做服务的经营理念,致力向社会和用户提供满意的产品和服务。东莞市雷石三维打印科技有限公司注重以人为本、团队合作的企业文化,通过保证3D打印,工业建模设计,手板复模,打磨喷油上色产品质量合格,以诚信经营、用户至上、价格合理来服务客户。建立一切以客户需求为前提的工作目标,真诚欢迎新老客户前来洽谈业务。

抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。大批量生产轴承钢球时,常采用滚筒抛光的方法。粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳...
- 广州3D打印后上色方法 2023-07-26
- 浙江3D手板打样后上色技巧 2023-07-26
- 江苏3D手板打样后打磨有什么用 2023-07-26
- 广东手板打磨服务企业 2023-07-26
- 浙江手板模型上色服务哪家好 2023-07-25
- 广州3D手板打样后打磨意义 2023-07-25
- 北京cnc上色有什么用 2023-07-25
- 山东喷油服务哪家好 2023-07-24
- 江苏3D手板打样后打磨哪家好 2023-07-23
- 浙江玩具手板上色要求 2023-07-23


- 山东3D手板打样后喷油特点 2023-07-18
- 湖北3D打印后上色注意事项 2023-07-17
- 湖北3D手板打样后打磨服务企业 2023-07-17
- 深圳手板喷油方法 2023-07-16
- 东莞cnc喷油要求 2023-07-14
- 广东3D手板打样后上色要求 2023-07-13



- 几何建模设计有什么用 11-09
- 河北建模设计哪家好 11-08
- 广东可视化建模设计是什么意思 11-08
- 杭州实体建模设计 11-08
- 河南实体建模设计模型 11-08
- 湖北系统建模设计服务哪家好 11-07
- 江苏实体建模设计流程 11-07
- 江苏3D可视化建模设计哪家好 11-07
- 河南几何建模设计公司哪家好 11-07
- 广东工业建模设计服务企业哪家好 11-06