- 品牌
- 雷石
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印,支持无线网络打印,支持有线网络打印,齐全,云打印
- 双面打印
- 齐全
3D打印模型上色的几种方法。1.纳米喷镀上色:纳米喷镀一种高科技喷涂技术,采用先进的材料以及专门设备,应用化学原理通过直接喷涂的方式,使被喷涂固体表面显现出各类色彩的诸多镜面高光效果,色彩过渡十分自然并且一个模型可以喷涂多种颜色。2.电镀上色:电镀只有铬色、镍色、金色三种选择,利用电解原理,在一些金属和ABS塑料表面镀上一薄层金属,它的外观效果十分不错,色彩光泽度非常的高,这点是纯手工、喷漆和浸染无法做到的。在涂装中是用砂纸、浮石、细石粉等摩擦介质摩擦被涂物或涂膜表面,谓之打磨。山东3D手板打样后喷油注意事项
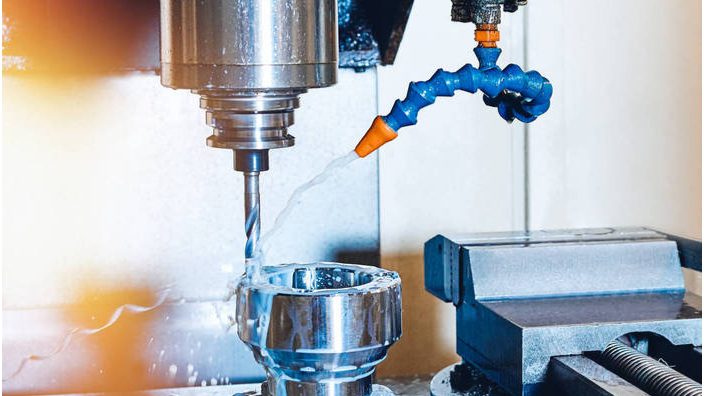
涂料被外力从容器中压出或吸出并形成雾状粘附在物面上的工作方式,称为喷涂法。喷涂有空气喷涂和高压喷涂两种。空气喷涂是采用得比较普遍的一种涂饰工艺。空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔构成负压,负压使漆料从吸管吸入,经喷嘴喷出,构成漆雾。漆雾喷射到被涂饰零部件外表上构成均匀的漆膜。空气喷涂能够产生均匀的漆,涂层细腻润滑:关于零部件的较隐蔽部件(如缝隙、凹凸),也可均匀地喷涂。此种方法的涂料利用率大约在50%-60%左右。湖北玩具手板打磨服务企业哪家好你知道提高手板质量有哪些方法吗?

3D打印后处理方法:1、粘合组装:一些超大尺寸和多部件或拆件打印的模型,常常会需要到粘合。完成粘合建议是运用以点的当时来擦抹胶水,随后用橡皮圈固定,合理促使粘合时的更为紧密。如果粘合过程中碰到模型有空隙或接触处毛糙的状况,还可以运用Bondo胶或填料使其变平滑。2、模型上色喷漆法:操作较为简单,比较适宜小型模型或模型细致的部分上色。以便能喷出理想的作用,完成喷漆前要先完成试喷,检测操作,浓度是否适合,还可以合理防止浪费资源。运用喷漆法还可以将涂料匀称的喷在模型表面,极大的节约了时间。
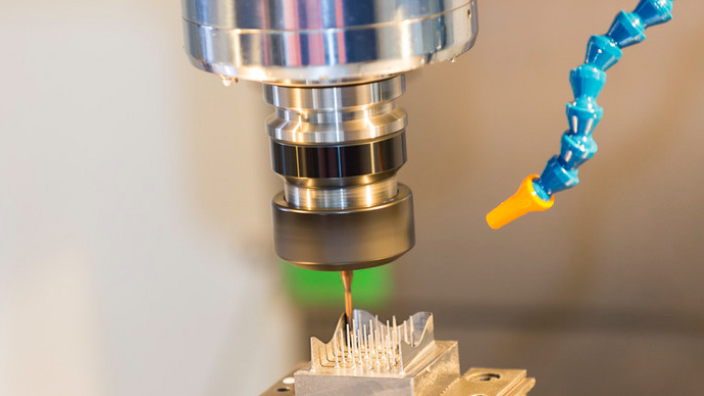
了解手板模型制作工艺的朋友都知道,它主要有多种形式:3D打印、数控加工、复模等,其中一个重要的环节就是打磨。例如,数控机床加工后,一个零件的表面会含有大量的毛边和刀痕。机械打磨:大面积施工时,为了提高工作效率,可以采用电动打磨机(圆盘式、振动式)等机械打磨方法。干磨时,需要用粗砂纸粗略打磨,然后去除表面粗毛边,再仔细打磨。一次打磨完成后,可以遇到原子灰,放大产品表面的粗糙度,这样可以用眼睛观察缺点,纠正存在的缺点,直到一个产品完成所有的打磨过程。手板打磨方式:机械打磨。

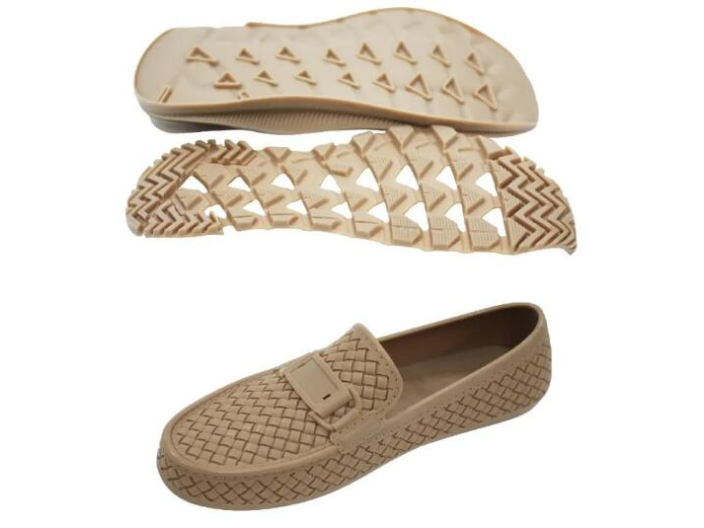
3D打印模型上色方法一:喷漆。喷漆操作比较简单,适合小型模型或模型精细部分上色,喷灌多为油性漆,附着度较高,色彩光泽度较高,适用范围广。在喷漆之前,需要先进行试喷,检查颜色的浓度是否合适。因为喷涂技术和油漆干燥度等影响,只能单一上色,多色喷涂比较困难。3D打印模型上色方法二:浸染。浸染只适用于尼龙材料,造价成本高于纯手工和喷漆。浸染颜色多样,制作时间短,一般30分钟即可完成,但成品外观展现效果一般,因为浸染比较灰暗,光泽度低。手板打磨过程必须要有良好的耐心才可以提升高光效果。浙江手板上色工艺
喷油一般专业从事于塑胶喷油、丝印、移印加工,要耐高温、摩擦、紫外、酒精、汽油等测试产品的质量要求。山东3D手板打样后喷油注意事项
手板打磨的效果:抛光时,手板模型在形状和结构上存在差异。如果形状不是很特别,成品在处理表面时没有太大区别。抛光时,它可以吸收和使用一些粗砂纸进行简单的抛光,去除上面的一些粗毛刺,然后进行更详细的抛光。产品对于表层的要求不同的时候,打磨处理的程度可以有所不同。在打磨完成了以后,然后喷上一些原子灰,这样做的好处就是可以让产品表层原来的粗糙程度更加的明显,可以更加清楚到看到产品存在的问题。底盘外壳的表面处理不只美化了底盘柜的外观,而且延长了底盘柜的使用寿命。这样,在调整过程中不会太盲目,有目的地进行,直到所有的抛光处理完成。山东3D手板打样后喷油注意事项
东莞市雷石三维打印科技有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。雷盟集团是一家有限责任公司企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司拥有专业的技术团队,具有3D打印,工业建模设计,手板复模,打磨喷油上色等多项业务。雷盟集团自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。

抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。大批量生产轴承钢球时,常采用滚筒抛光的方法。粗抛时将大量钢球、石灰和磨料放在倾斜的罐状滚筒中,滚筒转动时,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和毛皮碎块,连续转动数小时可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳...
- 广州3D打印后上色方法 2023-07-26
- 浙江3D手板打样后上色技巧 2023-07-26
- 江苏3D手板打样后打磨有什么用 2023-07-26
- 广东手板打磨服务企业 2023-07-26
- 浙江手板模型上色服务哪家好 2023-07-25
- 广州3D手板打样后打磨意义 2023-07-25
- 北京cnc上色有什么用 2023-07-25
- 山东喷油服务哪家好 2023-07-24
- 江苏3D手板打样后打磨哪家好 2023-07-23
- 浙江玩具手板上色要求 2023-07-23



- 山东3D手板打样后喷油特点 2023-07-18
- 湖北3D打印后上色注意事项 2023-07-17
- 湖北3D手板打样后打磨服务企业 2023-07-17
- 深圳手板喷油方法 2023-07-16
- 东莞cnc喷油要求 2023-07-14
- 广东3D手板打样后上色要求 2023-07-13



- 几何建模设计有什么用 11-09
- 河北建模设计哪家好 11-08
- 广东可视化建模设计是什么意思 11-08
- 杭州实体建模设计 11-08
- 河南实体建模设计模型 11-08
- 湖北系统建模设计服务哪家好 11-07
- 江苏实体建模设计流程 11-07
- 江苏3D可视化建模设计哪家好 11-07
- 河南几何建模设计公司哪家好 11-07
- 广东工业建模设计服务企业哪家好 11-06