什么是旋风铣呢?旋风铣是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种**的螺纹加工方法。旋风铣头的制作方法是什么?江宁区螺母螺杆旋风铣优势
具有的经济意义替代昂贵的磨削工艺缩短周期时间,速度提高 3 倍精确的螺距和螺纹牙形快速设置和随时间变化干切式加工无需使用昂贵的切削液。切削过程和切屑形成切削过程是旋风铣刀环绕缓慢旋转的工件“ C轴”高速旋转的结果。工件的旋转与“ Z轴”刀头的前进相结合,对应于所需的螺距,刀头的切削角度围绕“A轴”进行控制,以对应于螺纹的螺距角。“X轴”的偏心率决定了螺纹的小径。通过简单地改变“Z轴”行进方向,可以加工右旋或左旋螺纹。但在每种情况下,旋风铣环始终以与工件相同的方向旋转,正是该行进方向产生所需的左旋或右旋螺纹。切削刀具安装在刀环内,并相对于工件移动。理想情况下,该切削过程产生的切屑呈逗号形状。尽管旋风铣是一种断续切削工艺,但切屑形成非常平滑,因此可以使用硬质合金、CBN(立方氮化硼)或陶瓷刀具切削硬度达65HRC的硬化材料和脆性材料。秦淮区直销螺杆旋风铣哪里买南京创远螺杆旋风铣,可定制加工!

螺纹旋风铣是用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高10倍以上;2、由于是成型加工,产品一刀成形,偏心切削不需退刀,精度高!
选择合适的切削速度需要考虑以下因素:刀具材料:不同的刀具材料具有不同的切削速度范围。工件材料:硬度、韧性等特性会影响切削速度的选择。螺纹尺寸:直径和螺距越大,通常需要较低的切削速度。机床性能:包括主轴功率、刚性等。刀具寿命:较高的切削速度可能会缩短刀具寿命。加工质量:选择能保证加工质量的切削速度。生产效率:在满足其他要求的前提下,尽量提高切削速度以提高效率。确定切削速度的方法如下:参考刀具制造商提供的推荐切削速度。查阅相关的工艺手册或标准。结合实际经验进行试切,逐步调整切削速度。考虑冷却润滑条件,良好的冷却可以提高切削速度。对不同的工件材料和刀具进行试验,以确定比较好切削速度。螺杆旋风铣的加工过程稳定可靠,能够减少加工误差和废品率。

选择适合旋风铣加工螺纹的刀具,需要考虑以下因素:螺纹类型:确定所需加工的螺纹类型,如普通螺纹、梯形螺纹等。螺纹尺寸:根据螺纹的直径、螺距等尺寸要求,选择合适的刀具。工件材料:不同的工件材料可能需要不同的刀具材料和几何形状。刀具材料:通常选择耐磨、耐高温的硬质合金材料。刀具形状:例如,刀尖角度、刃口形状等。刀具精度:确保刀具的精度满足螺纹加工的要求。生产厂家:选择品牌和可靠的刀具供应商。加工条件:考虑加工速度、切削深度等因素。成本因素:在满足加工要求的前提下,选择经济合理的刀具。刀具寿命:选择寿命长的刀具,以降低成本和提高生产效率。它具有灵活的加工能力,能够适应不同形状和尺寸的工件加工。高淳区多头蜗杆螺杆旋风铣加装
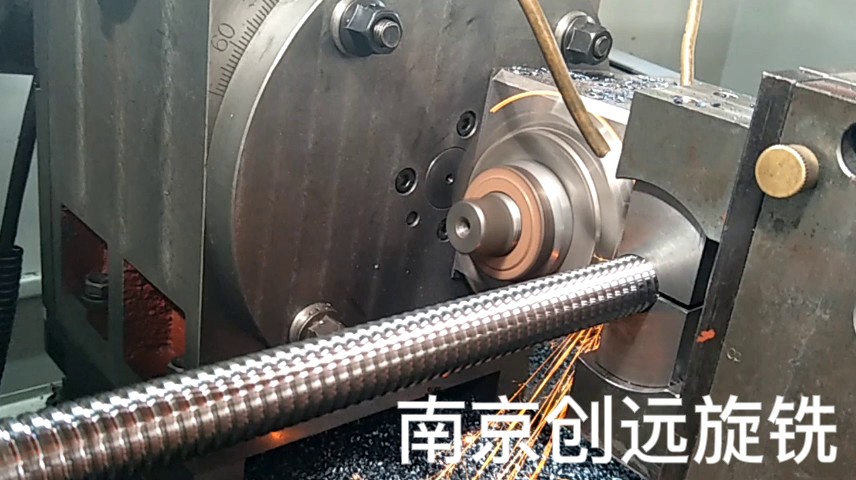
它具有较小的占地面积,适合在有限空间内进行加工操作。江宁区螺母螺杆旋风铣优势
旋风铣(Whilring)的表面光洁度质量即使不是很好,也可与磨削的表面质量相媲美。这与刀片与工件的接触时间较长直接相关,从而导致多面体峰不仅更短而且更少。选择正确的刀具系统与旋风铣,将获得更快的加工时间和表面光洁度质量。旋风铣已成为当今生产外螺旋面零件经济、相当有成本效益的加工解决方案。旋风铣的几何定向切割去除材料。旋风切削去除的材料与铣削类似,但是,在内旋风切削中,刀具使用沿环的内圆周排列的硬质合金刀片。德国LeistritzAG开发的系统采用旋风铣环,该铣削环具有根据螺纹或蜗杆数据(外径、螺距和深度)计算出的预定切削圆直径。具有的经济意义江宁区螺母螺杆旋风铣优势