旋风铣切削螺纹的优点:1、加工效率高,比传统车削加工效率高!比较高可达到10倍以上。2、产品一刀成形,偏心切削不需退刀。3、不改动车床结构,螺旋升角可调,安装方便。4、表面粗糙度可达Ra0.8微米,甚至更高,加工精度可提高2级。5、编程方式简单快捷,成型刀片,刀片和刀片槽定位精度高,降低工人技术要求。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法!做设备成就就是把一个粗糙的铁棒,通过精雕细琢变成一件精品,这么优美又气势磅礴的画面,又有谁不心动呢?玄武区螺杆螺杆旋风铣来电咨询
旋风铣的切削形式及旋风铣可加工的零件种类:旋风铣的切削形式分为:内切式、外切式;旋风铣可以加工接骨螺钉,螺纹,丝杠,蜗杆,螺杆类零件;旋风铣加工螺纹的优势:与其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高几倍甚至十几倍以上;2、由于是成型加工,产品一刀成型,偏心切削不需退刀,精度高;3、由走心机加装旋风铣动力刀座构成,机床结构无需任何改动,螺旋升角可调,安装方便;节省投资专机设备的费用;4、表面粗糙度可达Ra0.8微米,加工精度提高2级;5、旋风铣刀座作为一把特殊刀具,在数控系统控制下全自动加工。溧水区多头螺纹螺杆旋风铣工艺它具有良好的切削稳定性,能够减少振动和噪音,提高工作环境的舒适度。

旋风铣加工的运动形式旋风铣在加工过程中需要完成五个加工运动:1、刀盘带动硬质合金成型刀高速旋转(主运动);2、机床主轴带动工件慢速旋转(辅助运动);3、旋风铣根据工件螺距或导程沿工件轴向运动,走心机为棒材的进给运动(进给运动);4、旋风铣径向运动(切削运动);5、旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)。旋风铣的切削形式及旋风铣可加工的零件种类:1、旋风铣的切削形式分为:·内切式·外切式;2、旋风铣可以加工接骨螺钉,螺纹,丝杠,蜗杆,螺杆类零件。旋风铣加工零件类型。
旋风铣在加工过程中需要完成五个加工运动: ·刀盘带动硬质合金成型刀高速旋转(主运动) ·机床主轴带动工件慢速旋转(辅助运动) ·旋风铣根据工件螺距或导程沿工件轴向运动(进给运动) ·旋风铣径向运动(切削运动) ·旋风铣在一定角度范围内还有螺旋升角调整的自由度。(旋转运动)旋风铣的切削形式分为:·内切式·外切式旋风铣可以加工螺纹,接骨螺钉,丝杠,蜗杆,螺杆类零件。螺纹的优势与其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高10倍以上;2、由于是成型加工,产品一刀成形,偏心切削不需退刀,精度高;3、由车床改造的旋风铣不改动车床结构,螺旋升角可调,安装方便;节省投资专机设备的费用;4、表面粗糙度可达Ra0.8微米,加工精度提高2级;5、车床轴向进给慢,易于操作,对工人专业技术能降低螺杆旋风铣的操作界面友好简洁,能够提高操作的便捷性和效率。

选择合适的切削速度需要考虑以下因素:刀具材料:不同的刀具材料具有不同的切削速度范围。工件材料:硬度、韧性等特性会影响切削速度的选择。螺纹尺寸:直径和螺距越大,通常需要较低的切削速度。机床性能:包括主轴功率、刚性等。刀具寿命:较高的切削速度可能会缩短刀具寿命。加工质量:选择能保证加工质量的切削速度。生产效率:在满足其他要求的前提下,尽量提高切削速度以提高效率。确定切削速度的方法如下:参考刀具制造商提供的推荐切削速度。查阅相关的工艺手册或标准。结合实际经验进行试切,逐步调整切削速度。考虑冷却润滑条件,良好的冷却可以提高切削速度。对不同的工件材料和刀具进行试验,以确定比较好切削速度。你知道什么是螺纹旋风铣呢?南京刻槽钻杆螺杆旋风铣应用范围
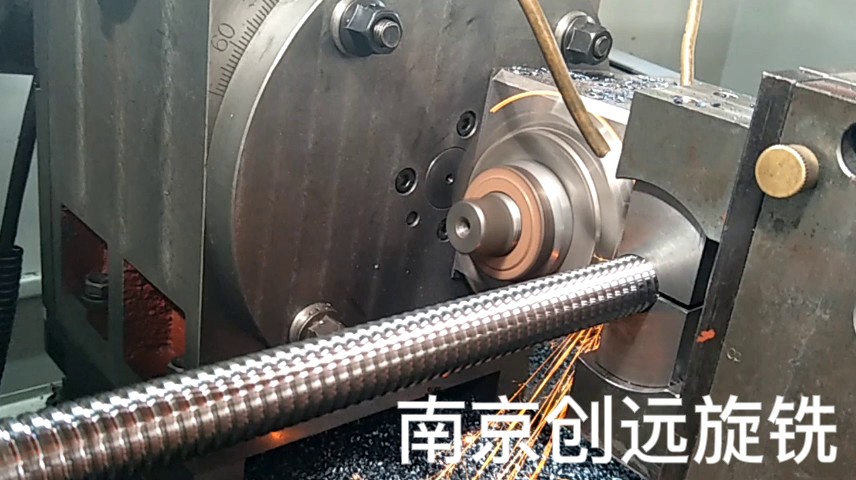
旋风铣加工螺纹的优点是怎样的?玄武区螺杆螺杆旋风铣来电咨询
药筒螺纹是特殊牙型的内螺纹,因此梳形铣刀的外径除与药筒螺纹外径和螺距有关外,还与螺纹牙型和答应的畸变值有着密切的关系。若取得过大,易碰伤药筒,损伤机床精度;若取得过小,又易引起刀具径向波动,使得加工的螺纹表面出现鱼鳞状波纹,甚至在螺纹接头处出现凹凸不平的条带,因此,公道确定梳形铣刀的外径就显得十分重要。梳形铣刀的外径设计因历史原因一直沿用前苏联刀具谢明钦科、T·A·阿列克席也夫的有关著作及所提供的技术资料,T·A·阿列克席也夫以为:用于铣削内螺纹的梳形铣刀其外径D不能大于被加工螺纹内径d的0.9倍;谢明钦科以为:梳形铣刀的外径D应是被加工螺纹内径d的0.85~0.95倍;而有的技术资料则经验地将梳形铣刀的外径D取为被加工螺纹内径d的0.643~0.65倍。这些取值在设计应用中均出现了程度不同的质量题目,我们在理论研究和设计实践的基础上,经过大量的生产实践,提出了用于药筒螺纹加工的梳形铣刀外径的计算公式:D=(0.7~0.8)d-D式中:D——梳铣刀铲磨时的直径公差,通常取D=0.2~0.6mm该公式较好地解决了梳形铣刀外径的设计题目,能满足药筒螺纹加工的质量要求。玄武区螺杆螺杆旋风铣来电咨询