旋风铣刀是配置在卧式车床底座上的高效、特殊功能的零件,用于高速铣削加工。 利用旋风磨机在卧式车床上铣削加工各种螺钉,打破了传统的车削技术。 加工各种螺杆、螺杆、蜗杆、螺母时,可一次完成,作业效率提高数倍,表面品质高于车削品质。 安装使用旋风磨机,不改变车床的结构、性能、用途。 旋风铣削螺纹蜗杆加工是目前有效的提高螺纹加工效率和加工质量的手段。正如我们也知道的,旋风磨机利用多头螺纹分类器加工多头螺纹时,无需重新调整工具和工件,无需切削各个螺纹,无需一次成型多头螺纹,光泽更好,加工效率非常高。内螺纹旋风铣削目的是配置在普通车床上的高效特殊功能部件,主要是使用各种米制、英制普通内螺纹、梯形的螺纹以及槽螺纹作为铣削目的,也可以使内圆柱表面成为铣削目的,与车削相比提高数倍的作业效率。浙江小模数蜗杆旋风铣规格
为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高。南京大型旋风铣要多少钱

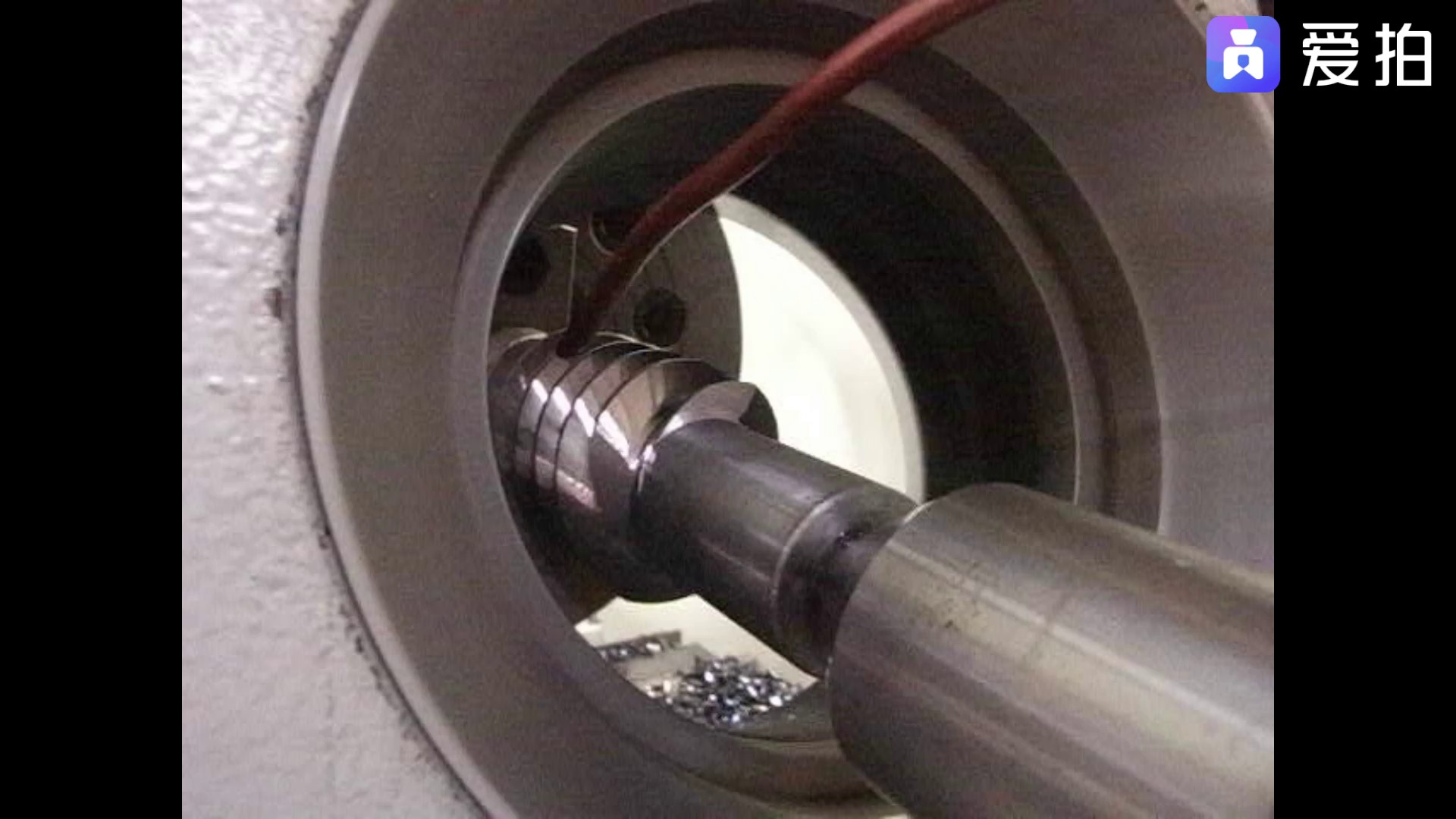
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率很快,并采用压缩空气进行排屑冷却,加工的过程中切屑飞溅如旋风而得名-丝杠旋风铣。
内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高; 如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致); 内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度; 因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度的等级。

CYW系列外旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用同步带传动平稳,消除三角带打滑崩刀现象;铣头螺旋升角调节采用涡轮蜗杆副精密调整机构;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头刀轴可调90°可高效加工左右旋大导程、大直径螺纹和花键轴;CYN系列内旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用内置同步带轮,传动平稳,消除皮带外置及三角带打滑崩刀现象;铣头传动端盖采用迷宫式压紧机构,密封很好;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头电机后置,主轴喇叭口设计,结构紧凑,加工螺纹范围更广;常州蜗杆旋风铣优势
浙江小模数蜗杆旋风铣规格
地脚螺栓旋风铣床针对紧固件地脚螺栓,预埋螺栓的高效加工而开发数控机床,加工M80*6M68*6地脚预埋螺栓螺纹,毛坯料无需打中心孔,直接扒外圆,铣螺纹,端面倒角,一次高精度快速成型;机床应用行业;电力铁塔地脚螺栓,管道地脚螺栓,高速公路广告牌地脚螺栓,铁路地脚螺栓,钢管铁塔地脚螺栓。滚珠丝杠硬旋风铣针对滚珠丝杠硬切削而开发的高效数控旋风铣床,机床采用CBN刀具对滚珠丝杆(HRC60±2)硬旋风铣削;针对不同滚珠丝杆类型采用了内包络旋风铣削,和外旋风铣削的不同结构(外旋铣有效避免工艺台阶);机床可成型硬铣淬火滚珠丝杠,也可高效铣削精密梯形丝杠及螺杆泵转子,加工长度2000-8000,均可以定制。浙江小模数蜗杆旋风铣规格
南京创远旋铣装备制造有限公司位于桠溪国际慢城小镇10栋B15-156室。公司业务分为旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。南京创远旋铣凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。