生物质颗粒机的推广应用对推动环保事业发展、优化能源结构具有重要意义,是实现“双碳”目标的重要助力。传统农林废弃物处理方式多以焚烧、填埋为主,不*浪费资源,还会产生大量污染物,破坏生态环境。而通过生物质颗粒机将其加工成颗粒燃料,可实现农林废弃物的资源化利用,减少资源浪费。同时,生物质颗粒燃料属于可再生能源,燃烧时产生的二氧化碳可被植物光合作用吸收,实现碳循环,相较于燃煤,可大幅降低二氧化硫、氮氧化物等有害气体排放,减轻大气污染压力。在农村地区,生物质颗粒机的应用还能推动乡村振兴,通过建立“原料收集-颗粒加工-销售”的产业链,带动农户就业增收,促进农村经济发展。此外,生物质颗粒燃料替代燃煤用于工业供热、居民取暖等领域,可减少对化石能源的依赖,优化能源结构,提升能源供应的安全性与稳定性。随着环保政策的不断加码,生物质颗粒机的环保价值将进一步凸显,市场发展前景广阔。 生物质颗粒机广泛应用于热电厂、锅炉供暖等多个能源消耗领域。河南稻壳颗粒机全套设备价格
实际应用案例表明,稻壳颗粒机的推广使用不*能够解决农业废弃物污染问题,还能为用户带来的经济效益,尤其在水稻主产区的规模化应用中,这种价值更加凸显。以我国南方某水稻种植大省的规模化农场为例,该农场每年产生稻壳约5000吨,此前一直采用焚烧方式处理,不*污染环境,还存在安全隐患。2022年,农场引进了一套时产能500kg的环模稻壳颗粒机生产线,将稻壳加工成生物质颗粒燃料。经核算,该生产线每年可加工稻壳4800吨,产出稻壳颗粒约4000吨,按当前生物质颗粒市场价格800元/吨计算,每年可实现销售收入320万元。扣除设备购置、原料收集、人工、能耗等成本后,每年净利润可达80-100万元,投资回报周期为2-3年。同时,生产过程中产生的稻壳粉尘通过除尘设备处理后达标排放,彻底解决了焚烧污染问题。此外,该农场还将部分稻壳颗粒用于自身农场的供暖和灌溉设备动力供应,每年可节约化石能源消耗约300吨,进一步降低了运营成本。类似的案例在东北、江南等水稻主产区还有很多,这些案例充分证明了稻壳颗粒机在推动农业循环经济发展、提升农户和企业经济效益方面的价值,也为更多农业主体开展稻壳资源化利用提供了可借鉴的范本。 云南节能颗粒机生产线全套设备颗粒机模具的材质与精度,直接影响生物质颗粒的成型质量与效率。

生物有机肥颗粒机的生产效率与颗粒质量受多种因素影响,其中原料特性、设备参数与操作规范是三大变量,把控这些因素是提升生产效益的关键。在原料特性方面,原料的水分含量、粒度、有机质含量和粘性直接影响颗粒成型效果,水分过高易导致颗粒松散、不成型,水分过低则会增加设备能耗、降低成型率,较好水分含量需控制在18%-25%;原料粒度需均匀,过粗的杂质会造成模具堵塞、压辊磨损,过细则会增加原料粘性,影响颗粒透气性,建议粉碎后粒度控制在80-100目。在设备参数方面,模具压缩比、压辊转速与压力是调节参数,针对不同原料需定制适配的压缩比,例如畜禽粪便发酵料适合压缩比为1:,秸秆腐熟料适合1:;压辊转速过快易导致原料过度摩擦升温,破坏肥料中的微生物活性,过慢则会降低生产效率,需根据产能与原料特性调节。
稻壳颗粒机加工产出的稻壳颗粒应用场景,涵盖能源、养殖、种植等多个领域,市场需求持续攀升。在能源领域,稻壳颗粒作为清洁生物质燃料,具有热值高(约15-18MJ/kg)、燃烧充分、污染物排放低等优势,可直接用于工业锅炉、生物质发电厂、家庭取暖炉等设备,替代传统化石能源,助力实现“双碳”目标。在养殖领域,经过特殊处理的稻壳颗粒可作为饲料载体或辅助饲料,其富含的粗纤维能促进畜禽肠道蠕动,提升饲料消化吸收率,同时降低饲料生产成本,尤其在规模化养殖基地应用。在种植领域,稻壳颗粒经过腐熟处理后可作为有机肥料的原料,改善土壤结构,提升土壤肥力,实现“稻壳-颗粒-肥料-水稻”的生态循环。此外,稻壳颗粒还可用于制作育苗基质、活性炭等产品,延伸了农业废弃物资源化的产业链条。随着环保意识的提升和相关扶持政策的出台,稻壳颗粒的市场认可度不断提高,带动稻壳颗粒机市场需求持续增长,尤其在水稻主产区如东北、江南等地,设备普及率逐年提升。 生物质颗粒机产出的燃料颗粒便于储存与运输,降低仓储物流成本。
木屑颗粒机的选型需要考虑以下因素。根据物料特性选择粉碎方式,脆性物料适合锤片式粉碎,韧性物料适合刀片式粉碎。根据生产能力要求选择配套功率,小型生产线可选择2.2-7.5kw机型,中型生产线选择11-22kw机型,大型生产线选择30kw以上机型。根据粉碎细度要求选择筛网孔径,粗粉碎选择5-10mm筛网,中细粉碎选择2-5mm筛网,超细粉碎选择1-2mm筛网。选择品牌信誉好、售后服务完善的厂家,确保设备质量和配件供应。建议实地考察厂家生产能力和产品质量,选择性价比高的设备。高效颗粒机针对秸秆、木屑特性优化腔体结构,成型率可达 98% 以上。立式木屑颗粒机要多少钱
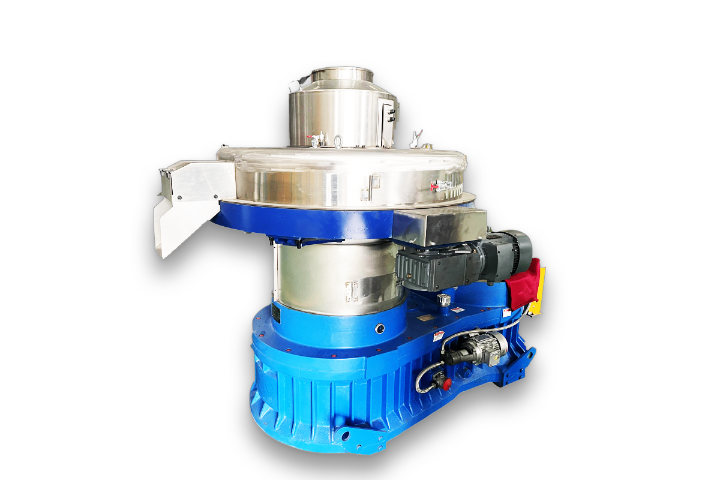
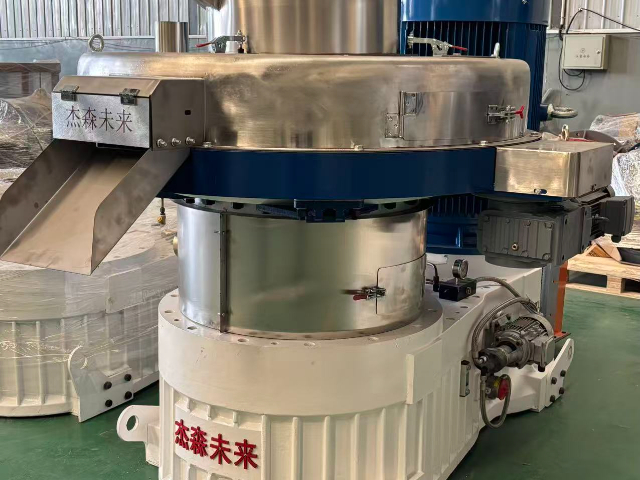
立式环模颗粒机运行时受力均衡,设备震动小,噪音低于传统卧式机型。河南稻壳颗粒机全套设备价格
近年来,随着生物质能源产业的快速发展,稻壳颗粒机的技术迭代节奏不断加快,智能化、高效化、节能化成为升级方向。传统稻壳颗粒机存在的能耗高、自动化程度低、对原料适应性差等问题,逐步通过技术创新得到解决。在智能化方面,新一代稻壳颗粒机普遍配备了PLC智能控制系统,可实现进料量、粉碎粒度、挤压温度、成型压力等参数的实时监测与自动调节,操作人员只需通过触摸屏即可完成设备启停、参数设置等操作,大幅降低了人工成本,同时提升了加工过程的稳定性。在高效化升级上,厂家通过优化设备内部结构,采用双压辊、多模孔的设计,有效提升了单位时间内的颗粒产出量,部分大型稻壳颗粒生产线的时产能已突破1吨,且颗粒成型率稳定在98%以上。节能化方面,通过采用高效节能电机、优化传动系统、回收利用加工过程中产生的余热等方式,设备单位产品能耗较传统机型降低了15%-25%,进一步提升了用户的经济效益。此外,针对稻壳含水量波动大的问题,部分设备还新增了智能烘干模块,可自动调节原料水分,确保加工过程不受原料湿度影响,扩大了设备的适用范围。 河南稻壳颗粒机全套设备价格
山东杰森未来环保设备有限公司:座落在山东省会济南市区东30公里有小泉城之称的章丘,临近瓷都淄博.南北接壤309国道与青银高速,紧靠济南遥墙国际机场,地理位置优越,交通环境便利,文化底蕴敦厚,是国家能源设备的重要生产基地。山东杰森未来环保设备有限公司是一家集研发,生产,销售,售后为一体的生产厂家,专业生产大、中型系列烘干设备、颗粒机生产线设备以及生产线辅助设备等环保设备,真诚助各界朋友成就伟业!坚持“诚信服务,信誉保证”的创业思想,以“质量保证,用户至上”为服务宗旨。公司主要产品已申请国家多项发明**,同时获得"“企业信用评价AAA级信用企业”“重合同守信用企业”“诚信经营示范单位”等荣誉称号。销售网络覆盖全国,为海内外客户提供了周到的服务。范围广适用于农业、矿业、化工、冶金、建材、煤炭、林业等行业。公司发展秉承高效,节能,环保安全之理念,以先进的技术、的方案、专业的施工队伍及完善的售后服务,饮誉国内外,深受广大用户的欢迎!我们是一个充满朝气的企业,始终秉承“厚德载物的企业宗旨,坚持以诚取信,以信立业,我们将永远对客户、员工社会履行一个企业应尽的全部义务。热情欢迎各界朋友的真诚合作。