- 品牌
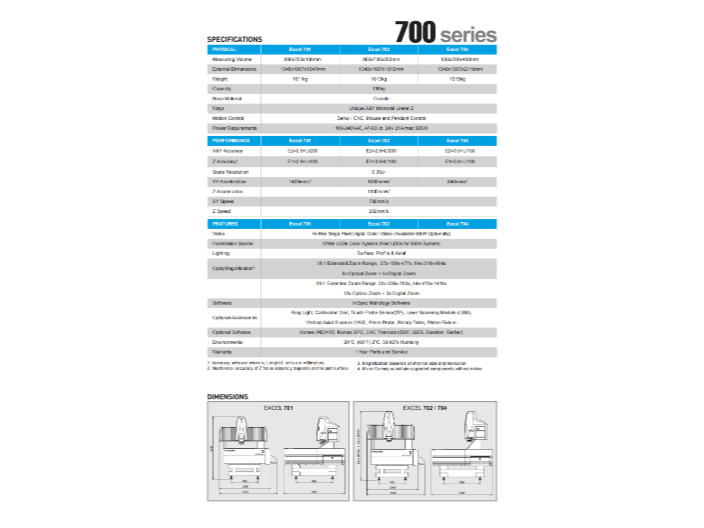
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
二次元测量仪精确测量与问题排解方法。Z轴无法调焦。可能是固定螺丝锁住,只需将立柱上的固定螺丝松开即可。或者是马达驱动器坏,这时就得联系供应商进行修理。精度故障。包括a.x.y轴精度不准、两坐标测量精度差、角度示值误差大、不同平面测量误差大等。应对此类故障,要注意校正和调整。清洁保养。如果想让二次元测量仪少发生故障,就要注重平时对仪器进行保养。仪器存放环境相当重要,应放在清洁干燥的房间里,避免光学零件表面发霉、金属零件生锈、尘埃杂物剥落等。件表面要保持清洁,不可以用手触摸,要经常进行清洁。测量仪的发展轨迹和其他的仪器类别是有所不同的。福建进口二次元测量仪代理
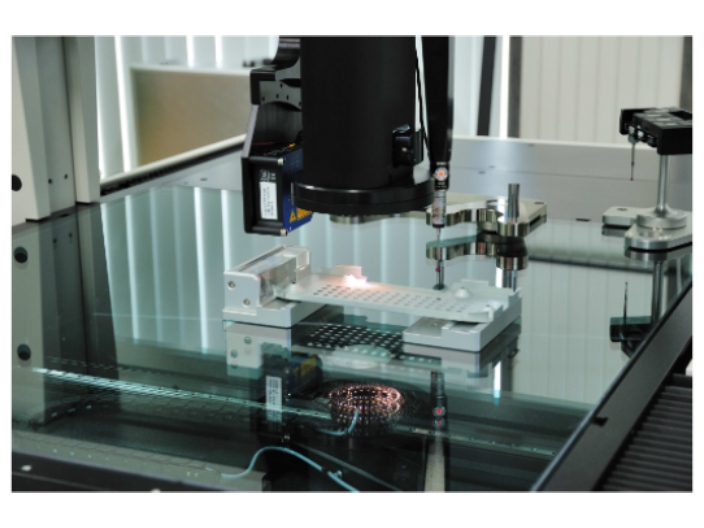
三坐标测量仪的应用与零部件。三坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维三坐标的测量系统。通过将被测物体置于三坐标测量仪的测量空间,利用接触或非接触探测系统获得被测物体上各测点的三坐标位置,根据这些点的空间三坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,三坐标测量仪具备高精度、高效率和性的特点,是完成各种零部件几何量测量与品质控制的理想解决方案。零部件具有品质要求高、批量大、形状各异的特点。在选择适合的三坐标测量仪测量系统时,需要根据零部件测量精度要求、测量系统所需要使用的环境、测量效率等方面进行考虑。重庆进口测量仪培训测量仪的产品技术含量高。
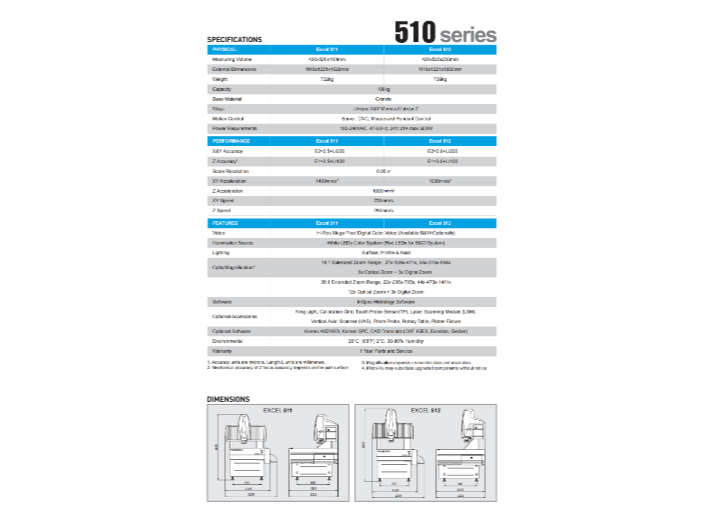
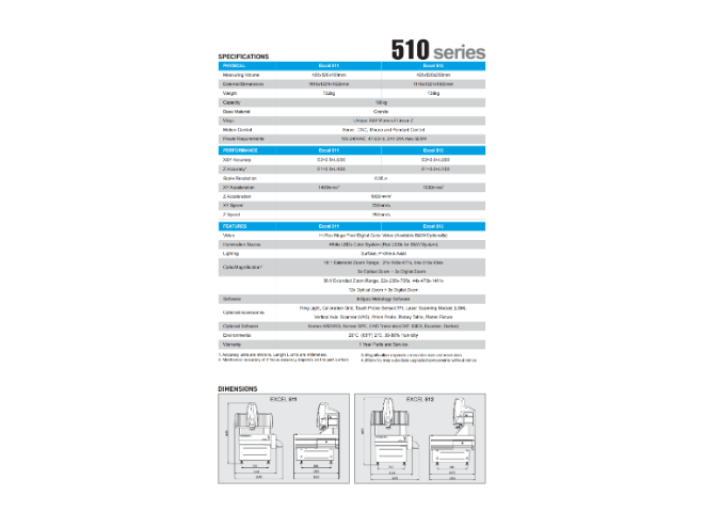
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。
影像测量仪利用非接触式影像测头进行测量,通过数字图像处理技术提取各种复杂形状工件表面的坐标点,再利用坐标变换和数据处理技术转换成坐标测量空间中的几何元素,从而计算得到被测工件的实际尺寸、形状和相互位置关系,针对密封条较软产品,能根据客户工件需求编程并自动非接触测量,具有高效、高精度、非接触等特点,有效提高了汽车密封条的产品质量。随着汽车行业的需求增大,市场上还出现了专门使用检测汽车密封条的影像测量仪,现在影像测量仪已成为了汽车密封条不可缺少的计量检测设备了。测量仪在影像经过数码信号传送显示器时其过程也作放大。
影像测量仪在汽车密封条的应用。影像测量仪是目前超越的一款集光、机、电、计算机图像技术于一体的新型高精度、高科技测量仪器。影像测量仪能高效地检测各种复杂工件的轮廓和表面形状尺寸、角度及位置,特别是精密复杂的零部件与的微观检测与汽车密封条的应用方面有着出色的优势,所以影像测量仪在汽车行业也普遍的应用。1、边缘轮廓度检测。2、接触容易引起弹性变形,需采用非接触测量。目前由于密封条的生产大多数散落在条件比较简陋的小企业,规模化和自动化水平不高、设计与研发水平有限、生产设备落后,生产过程控制大多是人工手动操作,具有一定的滞后性,从而使产品的质量很难保证。尤其是密封条生产中尺寸合格性的控制目前大部分都是传统的手动测量和手动控制。随着对密封条质量的要求越来越高,传统的手动测量与控制方式已不能满足现状自动化水平的发展的要求。测量仪相对位置关系才是该类零件能否组装合格的关键。昆山MICROVU测量仪推荐
测量仪在购买后的使用与维护中需特别注意。福建进口二次元测量仪代理
三坐标测量机又称三坐标测量仪、三次元测量仪等。简称三坐标或三次元,它是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三坐标量床。需要特别注意的是,三坐标测量机价格非常昂贵,大家小心谨慎选购。工具显微镜。工具显微镜,是一种工具制造时所用高精度的二次元坐标测量仪。它是利用光学原理将工件成像经物镜投射至目镜,即借着光线将工件放大成虚像,再利用装物台与目镜网线(eyepiecereticle)等辅助,以作为尺寸、角度和形状等测量工作,可作为检验非金属光泽的工件表面。福建进口二次元测量仪代理
- 佛山原装进口测量仪用法 2026-02-24
- 广东三次元测量仪 2026-02-14
- 成都原装进口测量仪销售 2026-02-14
- 浙江原装进口测量仪维修 2026-02-14
- 上海进口二次元测量仪供应商 2026-02-13
- 云浮测量仪用途 2026-02-13
- 成都二次元测量仪精度校准 2026-02-12
- 上海二次元测量仪培训 2026-02-12
- 安徽进口三次元测量仪注意事项 2026-02-12
- 广东非接触式测量仪技术支持 2026-02-11
- MICROVU测量仪用法 2026-02-11
- 四川三次元测量仪代理 2026-02-10