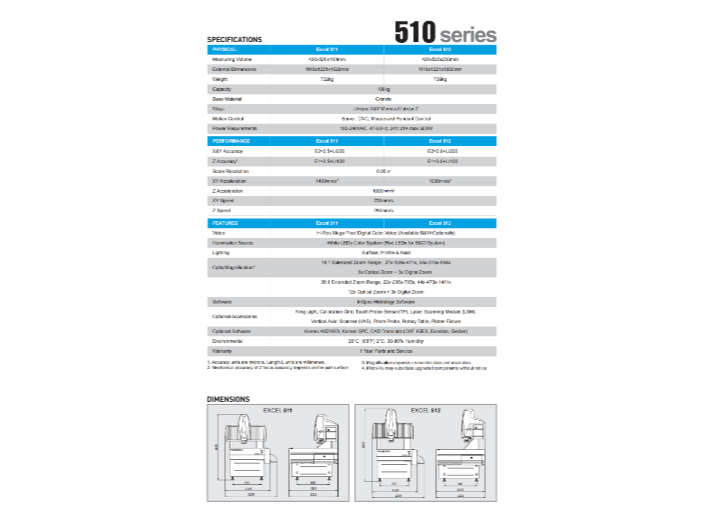
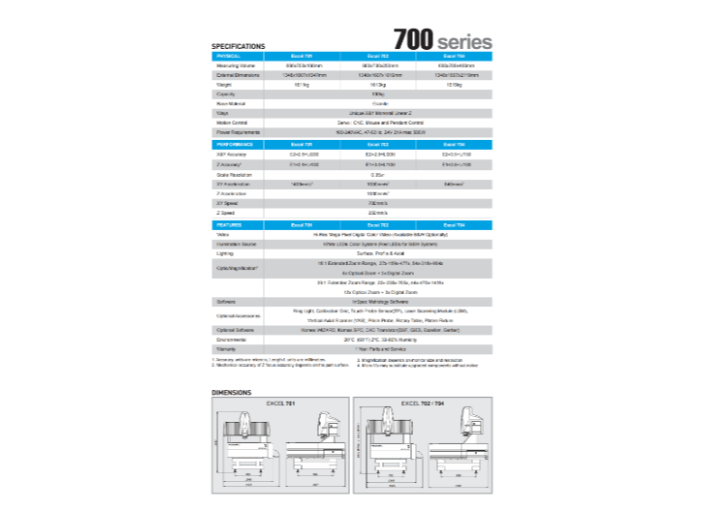
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
不同的二次元影像测量仪具有哪些不同的特点?不同影像测量仪的共性:1、二次元影像测量仪彩色(黑白)影像的实时处理或储藏功能;2、影像测量仪可让用户自行定义的测定值计算功能与涵数功能;3、二次元影像测量仪影像工具与公差组编辑功能;4、数字形式灵活,这便于测量仪使用SPC。影像测量仪的特性:1、有助于排列与公差表现的Frame设定功能。2、为进行精密测定而设置的二次元测量仪自动边缘探测功能;3、直交坐标仪与极坐标仪二次元影像测量仪的变换功能;4、影像测量仪测定CAD化图表功能。测量仪的产品技术含量高。黑龙江测量仪作业流程
关于三坐标测量仪平面度误差的判断。1、对角线法:是以通过实际被测表面上的一条对角线,且平行于另一条对角线所做的评定基准面,一平行于此基准面且具有小距离的两包容平面间的距离作为平面度误差值。2、三坐标测量仪三元点法:是以通过实际被测表面上想聚远的三点所组成的平面为评定基准面,以平行于此基准面,且具有小距离的两包容平面间的距离作为平面度误差值。3、小区域法:是以包容实际被测表面的小包容区域的宽度作为平面度误差值和平面度误差定义的评定方法。4、三坐标测量仪小二乘法:是以实际被测表面的小二乘平面为评定基准面,以平行于小二乘平面,且具有小距离的两包容平面的距离作为平面度误差值。使三坐标测量仪被测物体表面上各点与该平面的距离的平方和为小的平面。此法计算较为复杂,一般均计算机处理。昆山进口测量仪注意事项测量仪是完成各种零部件几何量测量与品质控制的理想解决方案。
二次元测量仪在医疗器械行业的应用优势。随着我国经济水平不断发展,人们对健康医疗的要求不断提高,医疗器械行业迎来前无伦比的发展机会,如果医疗器械随着工业4.0科技快速发展,科技含量也是越来越。医疗器械行业涉及到医药、机械、电子、塑料等多个行业,是一个多学科交叉、知识密集、资金密集的高技术产业。而高新技术医疗设备的基本特征是数字化和计算机化,是多学科、跨领域的现代高技术的结晶,其产品技术含量高,因而是各科技大国,国际大型公司相互竞争的制高点,进入门槛较高。即使是在行业整体毛利率较低、投入也不高的子行业也会不断有技术含量较高的产品出现,并从中孕育出一些具有较强盈利能力的企业。
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。测量仪在终点位置采一点,这样所测角度误差将会很大方面减小。
我国二次元影像测量仪测量技术起源相对西方美欧国家较晚。由于一些高精密工件测量的需要,不得不选用进口西方仪器。但随着国家经济快速发展,科技的进步,吸收了国外很多先进的测量检测科技。这几年,国产测量仪器与进口测量仪器之间差距已经明显变小。在设备质量方面,进口精密仪器还占部分优势,这导致许多用户仍然选择购买进口的二次元影像测量仪。在二次元影像测量仪方这种高精密科技产品,确实国外一些有名的企业在智能化、数字化、集成化等方面都有相当大的成就。然而,随着国内不断引进国外技术,而且针对本国的工业领域的应用范围,做了很大步骤的调整,使之更加适应本土工业产品的测量需求,所以,国产二次元影像测量仪设备的产品质量也在不断提高。测量仪工作台和导轨要用棉绸蘸上无水乙醇清洗。黑龙江测量仪作业流程
测量仪的镜面抹拭可区分成校正玻璃片及镜头内透镜组。黑龙江测量仪作业流程
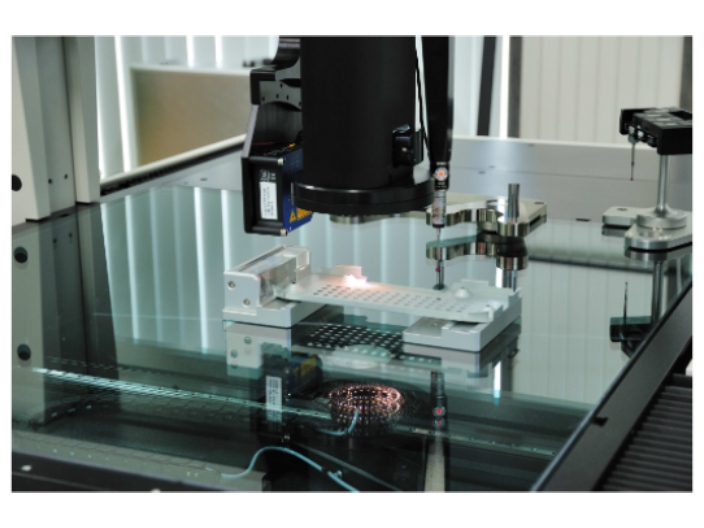
影像测量仪的重点部位是什么?影像测量仪是一种工件精密检测量具,被普遍使用在电子科技,机械设备,乃至航天技术等领域.但是这样高技术的仪器,它的重点部位却没有多少人知晓.那么我们来揭密影像测量仪的神秘技术面纱让人们看看它究竟是不是我们想像中的"深不可测".影像测量仪的至关重要部位是取绝于它的光源系统.可以说光源系统直接决定着一台仪器的功能好坏,以及性能的强弱.它就像一个人体的心脏部位.集中控制着整个人体的血液循环系统.一个好的光源系统可以使影像测量的效果更加清晰,图像各方面更加均匀,更重要的是可以确保测量数据的精确.针对不同的测量对象的材质,外形,创造了有效的光线照明.影像测量仪的光源系统分为三种不同的照明光源:轮廓光源,表面光源,还有同轴光源.三种不同的光源分别起到不同的效果.就拿表面光源来说,它可以使得测量对象在被测量的时候,各各角度均有受光.光线均匀分部在整个工件的整个角落.从而使得工件影像图任何部位都没有阴影位.其它的两种光源也有各自的功能.这里就不一一说明。黑龙江测量仪作业流程
- 佛山原装进口测量仪用法 2026-02-24
- 广东三次元测量仪 2026-02-14
- 成都原装进口测量仪销售 2026-02-14
- 浙江原装进口测量仪维修 2026-02-14
- 上海进口二次元测量仪供应商 2026-02-13
- 云浮测量仪用途 2026-02-13
- 成都二次元测量仪精度校准 2026-02-12
- 上海二次元测量仪培训 2026-02-12
- 安徽进口三次元测量仪注意事项 2026-02-12
- 广东非接触式测量仪技术支持 2026-02-11
- MICROVU测量仪用法 2026-02-11
- 四川三次元测量仪代理 2026-02-10