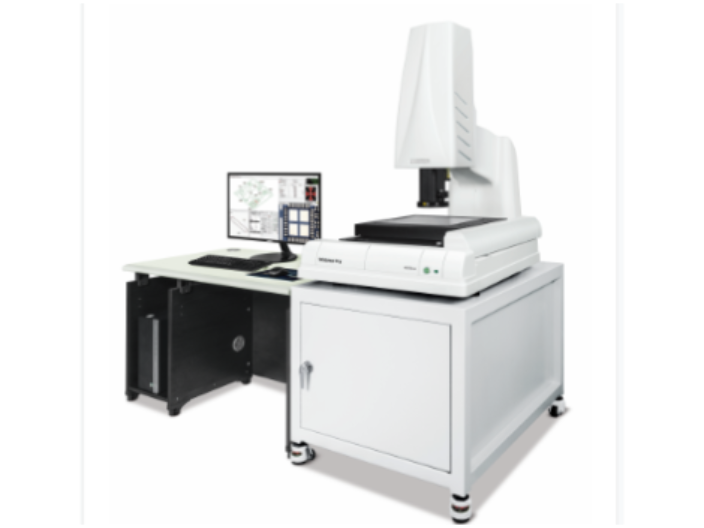
- 品牌
- MICROVU
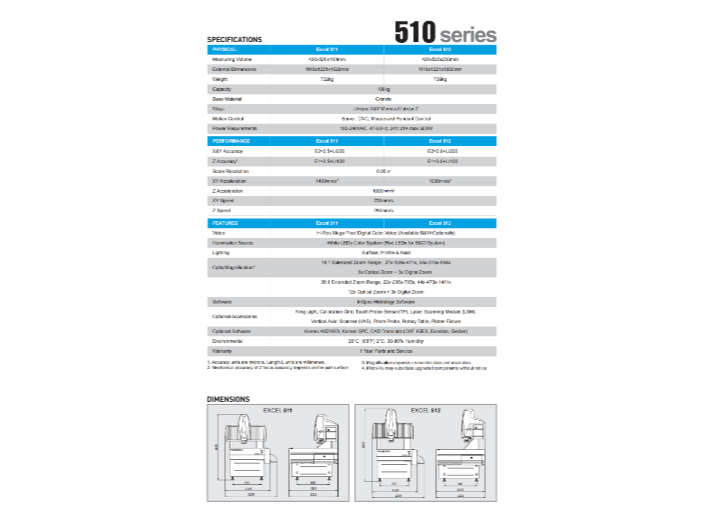
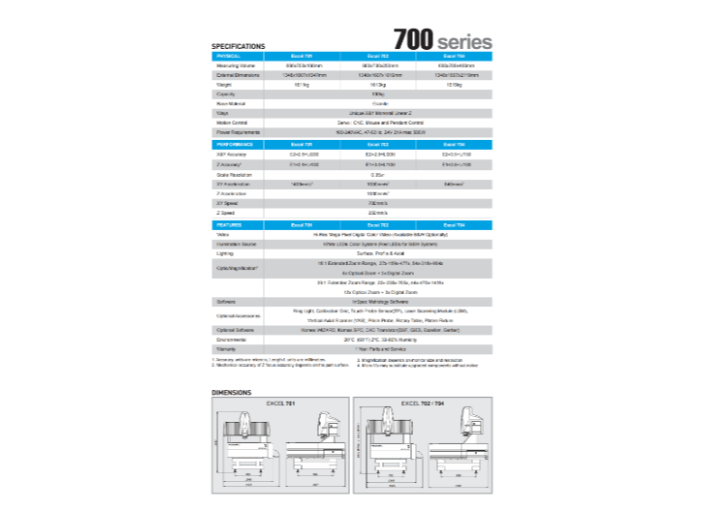
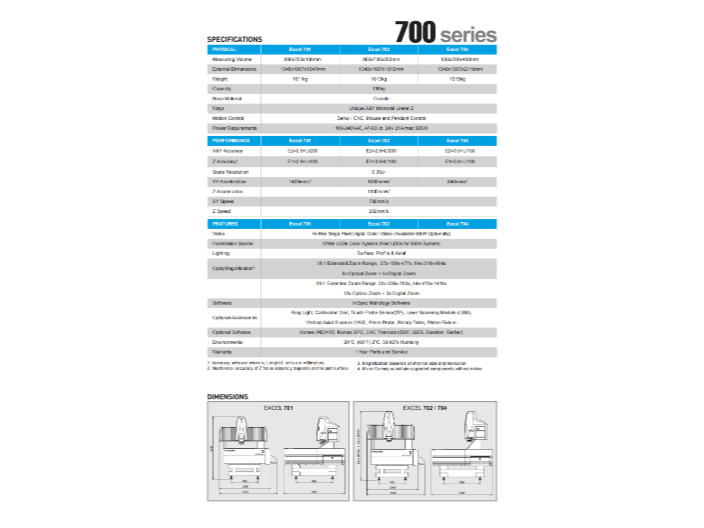
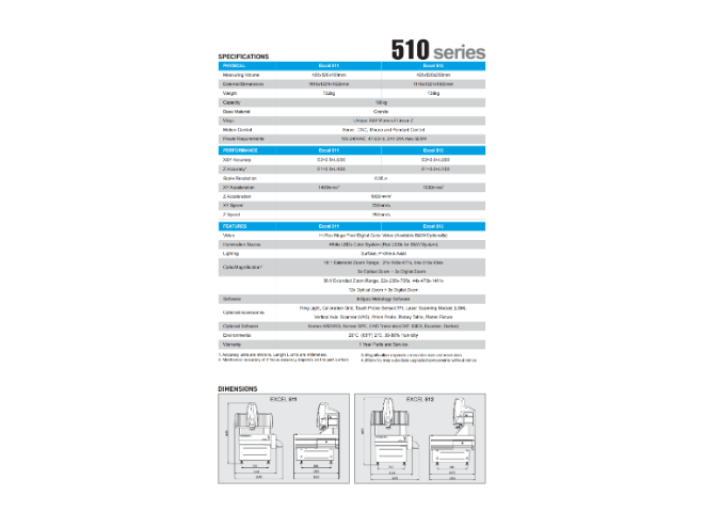
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
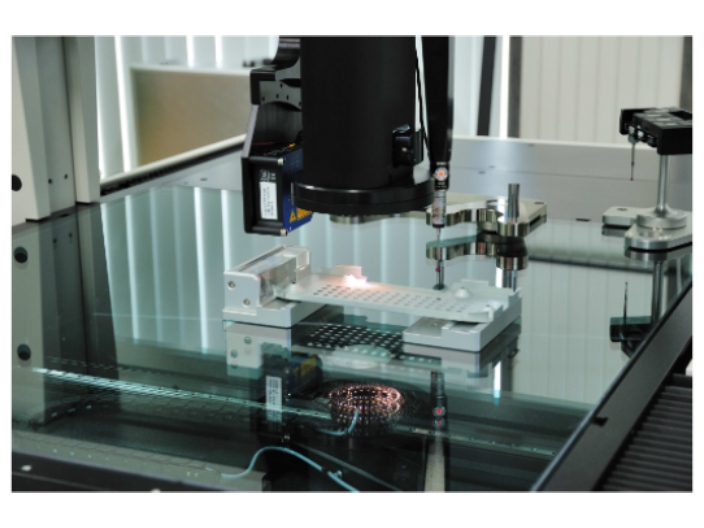
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。测量仪颗粒数也出现了新的数据特点。珠海进口三次元测量仪用途
二次元影像测量仪可以生成CAD图档。在机械生产和模具制造企业中,我们经常会看到有工程人员拿二次元影像测量仪去扫描工件表面的特征.之所以用二次元影像测量仪去检测工件,主要是因为二次元影像测量仪的具备获取高像素的清晰画面.并且可以在电脑主机上任一操作指向要观察的部位.那我们通常用二次元只限于这种功能,其实二次元影像测量仪还可以视讯软件的驱动下,把PNG图像格式生成二维平面格式,可以用CAD软件任意放大和缩小。二次元影像测量仪生成CAD格式的图档的功能其实很强大,但是操作人员运用的机会很少.主要原因是其实的工件一般都是有或多或少的公差,所以测量仪器获取的数据乃至生成的图档也跟工程图纸有较大的差距.但是如果只是一个陌生工件的表面抄数,那么二次元影像测量仪的这种生成2D图档的功能就发挥了真正的作用.工程人员如果重新根据工件的测量数据来画图的话,可能需要更长的时间.但是如果在基本成生的草图的基础上对公差部位进行少许的修改.就可以节省很多很多的时间。四川进口三次元测量仪技术支持二次元影像测量仪主要应用在二维检测上。
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。测量仪应放在清洁干燥的房间里。
一整的影像测量仪的装配首先从机架开始。像小型的二次元仪器的机架结构体积小,结构也不算复杂。总体整机长宽高都不超过1米。因此它的机架会大那些大行程的机架轻些。而且在组装及加工的过程中,耗时也相对来说比较少。但无论是大机型还是小仪器,它们的机架都是用铝合金材质锻铸而成。然后经过工人的手工外表初步打磨,车孔,攻牙,去导角,表面处理等各种工艺。对于一些重点精确部位必须要用到电脑锣。精密的要求有的公差要求达到1个丝。这种要求在机械制造过程中是十分精密的了。测量仪供使用者进行所需的图影对照,进而能够直观地得到测量结果可能存在的偏差。河北非接触式测量仪售后
测量仪安装要选择合适的地方。珠海进口三次元测量仪用途
客户购买影像测量仪的注意细节!1、适合功能。说到功能,有的客户当然会想,功能越多越好,功能越强大越好但是客户们:请注意了,影像测量仪不是手机.功能多就越好用.影像测量仪是一种工件精确测量仪器.而且这种测量仪器目前在市面上的功能也越来越强大.但是它的某些功能是针对有需要的客户提供.并不是针对所有客户提供的.所以,在采购的时候,选择适合自己公司使用的功能就行了。2、品质和售后。说到品质和售后,每个生产商都会喊自己的品质多么多么好,售后服务多么多么周到.可是这些都是他们自己说的.这些都是广告性质的诱导.至于真正有没有他们说的好,客户可以通过对同行打听,或者是向已经购买过他们仪器的同行询问.如果品质确实好,售后也不错,那当然是好的供应商。珠海进口三次元测量仪用途
- 佛山原装进口测量仪用法 2026-02-24
- 广东三次元测量仪 2026-02-14
- 成都原装进口测量仪销售 2026-02-14
- 浙江原装进口测量仪维修 2026-02-14
- 上海进口二次元测量仪供应商 2026-02-13
- 云浮测量仪用途 2026-02-13
- 成都二次元测量仪精度校准 2026-02-12
- 上海二次元测量仪培训 2026-02-12
- 安徽进口三次元测量仪注意事项 2026-02-12
- 广东非接触式测量仪技术支持 2026-02-11
- MICROVU测量仪用法 2026-02-11
- 四川三次元测量仪代理 2026-02-10