- 品牌
- 润数,RUNSYS
- 服务项目
- 数字化工厂管理软件
- 服务地区
- 全国
- 适用对象
- 企业
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
在当今快节奏的生产环境中,实时监控与预警功能对于数字化工厂的高效运行至关重要。数字化工厂管理软件凭借先进的技术,能够对生产过程中的各个环节进行多方面、实时的监控。从原材料的进入到产品的输出,每一个步骤都在软件的严密 “注视” 之下。对于生产设备,软件可以持续监测其运行状态,包括温度、压力、转速等关键参数。一旦这些参数超出预设的正常范围,系统会立即发出预警信号。例如,当某台关键设备的温度过高时,可能意味着设备存在故障隐患或者即将发生故障。此时,软件会迅速通知设备维护人员,以便他们能够及时采取措施,避免设备故障对生产造成严重影响。该软件实现生产设备的状态监测,提高维护及时性。南通润数数字化工厂管理系统价格

数字化工厂管理软件能够收集大量的生产数据和管理数据,这些数据为企业的持续改进提供了有力支持。通过对数据的深入分析,企业可以发现生产过程中的瓶颈和问题,制定针对性的改进措施。例如,分析生产效率数据可以找出影响生产效率的因素,进而优化生产流程;分析质量数据可以发现质量问题的根源,加强质量管理。同时,软件还可以对改进措施的效果进行跟踪和评估,确保改进措施的有效性。以数据为驱动的持续改进是企业不断提升竞争力的重要途径,而数字化工厂管理软件则是实现这一目标的有力工具。南通润数数字化工厂管理系统价格数字化工厂管理软件能提高生产计划的协同性和一致性。
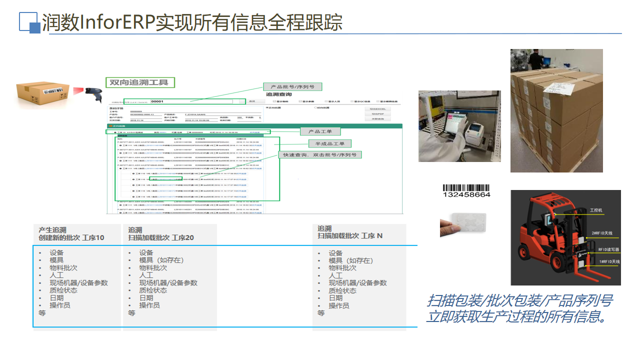
在数字化工厂中,智能仓储管理是实现高效物流的关键环节。数字化工厂管理软件通过引入先进的技术手段,如条形码、RFID 等,实现了对仓库的智能化管理。当货物进入仓库时,通过扫描条形码或 RFID 标签,软件可以快速准确地识别货物信息,并自动记录入库时间、数量、存放位置等。在出库时,同样通过扫描技术,软件能够迅速找到货物的存放位置,并自动更新库存信息。这种高效的出入库管理方式,较大提高了仓库的作业效率,减少了人工操作的错误。软件还可以根据库存情况和生产需求,自动优化货物的存储位置。例如,对于频繁出入库的货物,软件会将其安排在靠近出入口的位置,以便提高存取效率;对于长期存储的货物,软件会将其安排在相对不常用的区域,以充分利用仓库空间。此外,智能仓储管理还可以与物流系统进行集成,实现物流信息的实时跟踪。企业可以随时了解货物的运输状态、预计到达时间等信息,以便更好地安排生产和销售计划。同时,通过对物流数据的分析,企业还可以优化物流路线,降低运输成本。
在数字化工厂管理软件的日常维护中,数据备份是至关重要的环节。定期进行数据备份可以确保在系统出现故障、数据丢失或遭受恶意攻击时,能够迅速恢复数据,保障工厂的正常运营。首先,确定合理的备份频率,根据数据的重要性和更新频率,可以选择每天、每周或每月进行备份。同时,选择可靠的备份存储介质,如外部硬盘、云存储等,确保备份数据的安全性。在进行数据备份时,要对备份过程进行严格的监控和验证,确保备份数据的完整性和准确性。此外,还应制定数据恢复计划,定期进行恢复测试,以确保在需要时能够快速、有效地恢复数据。数字化工厂管理软件可优化生产工艺的参数设置,提高质量。

质量管理软件在数字化工厂中起着关键作用。它致力于确保产品质量符合标准和客户要求。这类软件可以实现对生产过程中的质量检测和控制。从原材料的进货检验到生产过程中的在线检测,再到成品的较终检验,都能进行多方面的质量管理。软件能够记录和分析质量数据,生成质量报告,帮助企业发现质量问题的根源。例如,通过对不良品的追溯,可以确定是哪个环节出现了问题,从而采取针对性的改进措施。同时,质量管理软件还可以与其他管理软件集成,实现质量信息的共享和协同管理,提高企业整体的质量管理水平。该软件实现生产设备的预防性维护,延长设备使用寿命。宁波润数生产管理软件售价
利用软件实现生产数据可视化,为决策提供准确依据,提升管理水平。南通润数数字化工厂管理系统价格
软件能够收集和分析大量的生产数据,为企业管理者提供准确、及时的决策依据。管理者可以通过软件直观地了解生产进度、质量状况、设备运行情况等关键信息。例如,根据市场需求和生产能力的实时数据,合理调整生产计划,避免生产过剩或不足。根据设备运行数据和维护历史,决定设备的更新和升级时机,提高设备的投资回报率。同时,数据分析还可以帮助企业发现潜在的市场机会和风险。通过对市场趋势和客户需求的分析,企业可以提前做好产品研发和市场拓展的准备,应对市场变化。对于风险因素,如原材料价格波动、市场需求下降等,软件可以提前预警,让企业有足够的时间采取应对措施。南通润数数字化工厂管理系统价格
- 浙江润数数字化生产管理软件购买 2025-06-03
- 符咒润数工厂管理软件价格 2025-06-03
- 郑州润数一站式数字化工厂管理软件价格 2025-06-03
- 绍兴润数数字化生产管理系统 2025-06-03
- 宁波工厂生产数字化管理软件代理公司 2025-06-03
- 青岛润数一站式数字化工厂管理系统销售电话 2025-06-03
- 无锡润数数字化工厂管理系统代理商 2025-06-03
- 苏州润数一站式数字化工厂管理软件咨询电话 2025-06-03
- 南昌工厂生产数字化管理系统咨询电话 2025-06-02
- 江苏润数工厂管理系统代理商 2025-06-02
- 符咒润数数字化工厂管理软件报价 2025-06-02
- 青岛一站式数字化工厂管理软件价格 2025-06-02