
- 品牌
- 捷福欣
- 型号
- Typ-C数据线
- 接口类型
- USB
- 读卡类型
- SD,CF
- 外形结构
- 圆形
- 制作工艺
- 注塑
- 加工定制
- 是
- 线芯材质
- 镀锡铜线
- 产品认证
- UL
- 使用线材
- NOUL 28#*1P+24#*2C
- 额定电压
- 300
- 接触电阻
- 0.6
- 厂家
- 捷福欣
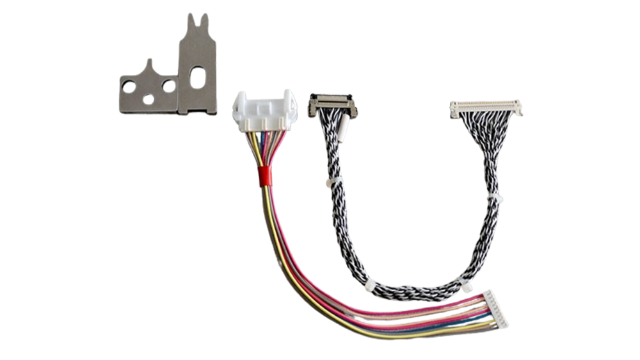
线束的设计与制造流程
线束的设计与制造是一个复杂的过程,通常包括需求分析、电气设计、机械设计、样品制作和测试验证等步骤。首先,根据客户需求确定线束的功能和性能要求;然后,就是来进行电气设计,确定导线的规格、长度和连接方式;接着,进行机械设计,确定线束的布局和固定方式;还有就是,制作样品并进行测试,确保线束符合设计要求和行业标准。制造过程中,需要使用专业的设备和工具,如裁线机、压接机、注塑机和测试仪。 线束的可靠性和稳定性对于保障车辆行驶安全至关重要。新能源空调线束加工厂家
线束
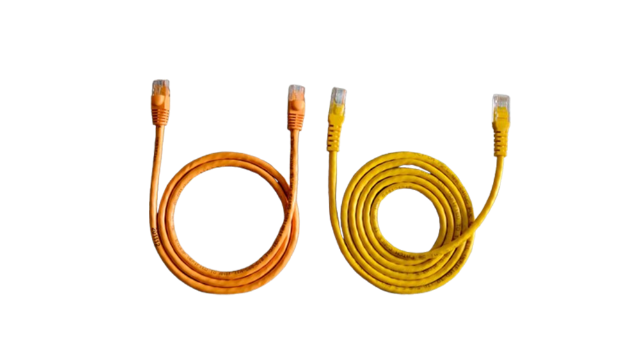
线束的生产工艺流程较为复杂,一般包括以下几个主要环节。首先是原材料采购,选择符合规格要求的电线、连接器等材料。接着进行电线的裁剪,根据设计图纸精确确定每根电线的长度。然后是端子压接,将连接器的端子牢固地压接到电线端部,确保良好的电气连接。完成压接后,进行线束的组装,按照预定的布线方案将各根电线有序排列并捆扎固定,同时安装各种防护套和固定夹。在组装过程中,要严格控制尺寸精度,保证线束的整体质量。组装完成后,还需进行多方面的电气性能测试,包括导通性测试、绝缘电阻测试等,只有通过测试的线束才能进入后续的包装和出货环节,整个生产过程对工艺和质量控制要求都非常高。新能源空调线束加工厂家在汽车行业中,复杂的线束系统负责将电力从电池分配到各个电气部件,如车灯|音响系统和发动机管理系统。

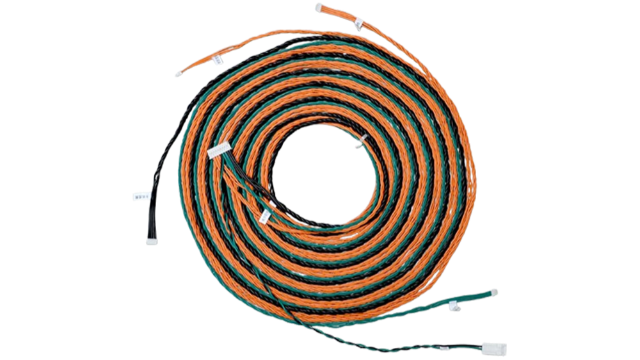
线束产品的设计与生产,是技术与艺术的完美结合。线束工程师需根据设备的电气性能、机械强度、环境适应性以及安装空间等技术要求,精心规划线束加工的布局、布线及连接器选型。生产过程中,则需严格控制线束原材料的质量、加工产品的精度和工艺流程,以确保线束加工的电气连接稳定、机械强度可靠、耐环境性能优异。同时,线束产品外观也需美观大方,符合设备的整体设计风格。因此,线束的生产加工不*是一项技术活,更是一门艺术。
线束的标准化与认证
为了确保线束的质量和安全性,各国和国际组织制定了一系列标准和认证体系。例如,ISO 6722是汽车线束的国际标准,规定了导线的尺寸、性能和测试方法;UL认证是美国对电气产品的安全认证,适用于家电和工业设备的线束。此外,还有RoHS指令和REACH法规,对线束材料中的有害物质进行了限制。通过遵循这些标准和认证,企业可以提高产品的市场竞争力,并满足客户和监管机构的要求。
线束的成本控制与优化
线束的成本占整个设备制造成本的相当比例,因此如何控制成本是企业关注的重点。首先,可以通过优化设计减少材料的使用量,如缩短导线长度、减少连接器数量等。其次,可以采用自动化生产线,提高生产效率和产品一致性,降低人工成本。此外,还可以通过批量采购和供应链管理,降低原材料和零部件的采购成本。在保证质量和性能的前提下,合理的成本控制可以帮助企业在激烈的市场竞争中占据优势。 线束的环保回收处理对于环境保护具有重要意义。
捷福欣实业的线束产品不*在国内市场占据首要地位,还远销海外多个国家和地区,赢得了国际客户的信赖与好评。公司凭借强大的设计研发能力、精益生产能力、工程技术实力、供应链管理能力以及诚挚的服务态度,在激烈的市场竞争中脱颖而出,成为线束行业排列前茅的企业。未来,捷福欣实业将继续秉承创新、超卓、服务的重要价值观,不断提升产品质量和服务水平,为客户提供更加精良的线束产品和解决方案,共同推动线束行业的持续发展。线束作为机器人系统中的“神经脉络”,在机器人技术中扮演着至关重要的角色。它不*是电能与信号传输的重要载体,更是保障机器人精确运行与高效协作的关键纽带。在高度集成化与智能化的机器人设计中,线束需兼顾高难度、耐磨损、抗干扰等多重特性,以适应复杂多变的作业环境。线束的接头密封性能决定了其能否在潮湿环境中稳定运行。新能源空调线束加工厂家
先进的线束测试设备能够确保产品的质量和性能。新能源空调线束加工厂家
POS机线束设计的挑战 空间限制:POS机内部空间有限,线束的布局和设计需充分考虑空间限制。如何在有限的空间内实现线束的高效连接和传输,是设计师面临的一大挑战。 信号干扰:POS机线束需传输多种信号,且各信号之间需保持互不干扰。如何在复杂的电磁环境中实现信号的稳定传输,是设计师需要解决的关键问题。 可靠性与耐用性:POS机通常安装在商业场所,需要经受频繁的使用和移动。因此,线束的设计需具备高度的可靠性和耐用性,以确保POS机的长期稳定运行。新能源空调线束加工厂家

先进的生产工艺: 1.铆压端子:该工序由专业技术人员负责调试机台,试作 3 - 5 条产品确认合格后,方可进行大规模生产。在铆压过程中,严格把控端子铆压拉力或高度符合标准要求,杜绝深打、浅打、飞丝、端子变形、铆压过高或过低等不良现象的出现。同时,高度重视安全生产,严禁操作人员在铆压时将手伸入刀模内。此外,为确保铆压质量,还会进行拉力测量,通过拉扯被压着的端子与线材,判断铆压端高度是否适宜,检测其破坏强度,弥补单纯高度检测的缺陷,切实保障产品质量。 2.组装胶壳:将铆压好的端子,按照卡口片方向与塑壳卡同向的要求,平稳地推入塑壳。当听到清脆的卡喀声后,轻轻回拉线材,检查端子是否正确...
- 线束批发厂家 2026-03-09
- Zigbee接口线束加工厂 2026-03-08
- 单芯线束定制厂家 2026-03-07
- DVI接口线束加工厂家 2026-03-06
- 线束厂家 2026-03-04
- 单芯线束销售 2026-02-28
- Wi-Fi接口线束加工厂 2026-02-26
- 新能源仪表线束加工厂家 2026-02-24
- 铁氟龙线束销售厂家 2026-02-14
- 汽车线束加工厂家 2026-02-12





- 捷福欣科技电子线束特性 03-09
- 捷福欣线束生产设备 03-09
- 工业控制车灯线束加工 03-09
- 线束批发厂家 03-09
- 电子线企业案例分享 03-09
- Zigbee接口线束加工厂 03-08
- 中性汽车线束生产厂家 03-08
- 刚性汽车线束生产加工厂 03-08
- 深圳捷福欣线束的价格调整策略分析 03-08
- 捷福欣科技电子线束用途创新方向分析 03-08