焊接机的发展历史可以追溯到古代,人们早在几千年前就开始使用简单的加热和锻接技术来连接金属材料。然而,现代焊接技术的发展始于19世纪末期和20世纪初期。1880年代,美国发明家查尔斯·帕顿发明了电弧焊机,这是一种使用电流通过电极产生电弧来加热和熔化金属材料的设备。这种技术的发明标志着现代焊...
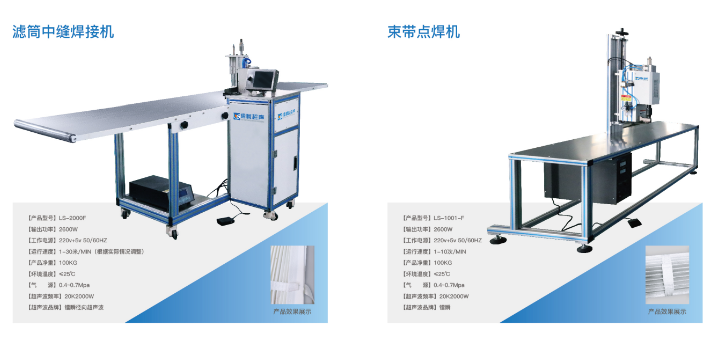
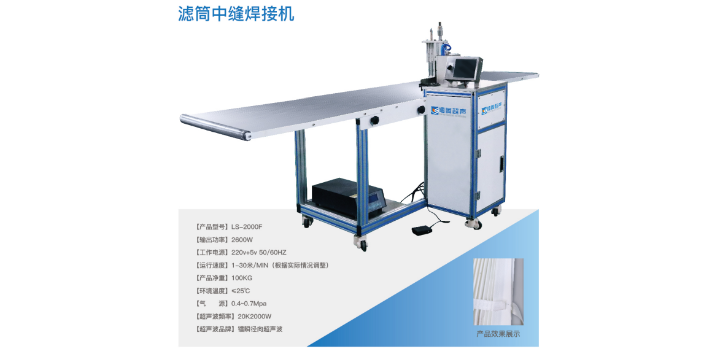
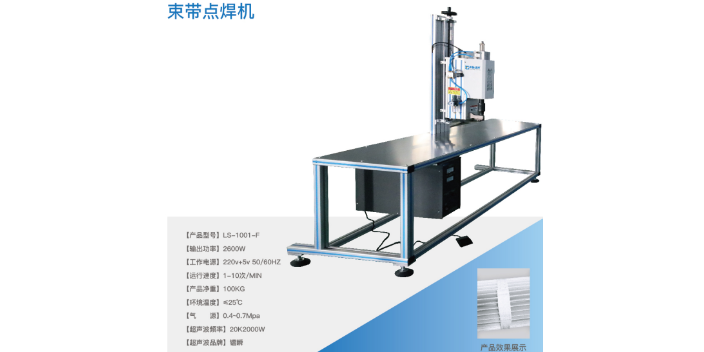
焊接机基本参数
- 品牌
- 镭瞬
- 型号
- SL-1000
- 尺寸
- 630cm(长)*100cm(宽)*170cm(高)
- 重量
- 250KG
- 产地
- 常州
- 可售卖地
- 常州
- 是否定制
- 是
- 材质
- 铝型材
- 配送方式
- 物流
焊接机企业商机
焊接机的种类很多,有单点单功能、单点双功能、单点多功能(此种焊机也只有一个焊头,变换定位板的形式后可作90°角至180°角之间任意角度的焊接)。还有两点、三点、四点乃至六点焊机及四角焊机等。不同种类的焊接机所具有的焊接功能和工作效率也不同。焊接就是运用各种可熔的合金(焊锡)联接金属部件的进程。焊锡的熔点比被焊材料的低,这样部件就会在不被熔化的情况下,通过其表面发生分子间的联络结束焊接。焊接可以分为软焊接和硬焊接,软焊接温度低于450℃,硬焊接高于450℃。硬焊接通常用于银、金、钢、铜等金属,其焊接点比软焊接强健得多,抗剪强度为软焊接的20~30倍。以上两种热联接通常均运用焊接这一术语,因为两例中均为将熔融的焊锡写入到两个待装置的清洁且挨近的固体金属表面的细长缝隙中。 滤筒束带焊接机选择哪家,选择常州镭瞬超声技术有限公司。北京滤筒焊接机怎么样

超声波焊接机折叠基本原理及特点由超声波发生器产生15KHZ的高压、高频电信号,通过换能器的压电逆效应转换成同频率的机械振荡,塑料护栏管封口机,LED护栏管焊接机,护栏灯管焊接设备,护栏管两头封焊机并以音频纵波的形式作用于塑料制品工件上,通过工件表面及内在分子间的磨擦而使传递到接口的温度升高,当温度达到工件本身的熔点时,工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,达成完美的焊接。适用于塑料制品的焊接,按其输出功率分为900W塑料焊接机、2600W塑料焊接机、3200W塑料焊接机、4200W塑料焊接机、5600W塑料焊接机等。云南大型焊接机价格激光焊接机工件没清洗干净,遇到这种情况需要重新清洗工件。

热板焊接机的组成热板焊接机的组成及其作用:热板焊接机由气压传动部分、控制部分、电气部分、机台及热板模具和机械装置等组成。1、气动传动部分此部分包括有:过滹器、减压阀、油雾器、换向器、节流阀、气缸等。热板焊接机工作时首先由空气压缩机驱动冲程气缸,以带动热板模具系统上下移动,气压传动在热板焊接机的焊接过程中气压根据焊接的塑料件需要调定。2、控制部分控制部分由PLC和温度控制器组成。主要功能是:一是控制气压传动系统工作,使其焊接时在定时控制下打开气路阀门,气缸加压使焊头下降,以一定压力压住被焊物件,当焊接完后保压一段时间,然后控制系统将气路阀门换向,使焊头回升复位;二是控制塑料件在热板上加热的工作时间,本系统使整个焊接过程实现自动化,操作时只启动按钮产生一个触发脉冲,便能自动地完在本次焊接全过程。整个控制系统的顺序是:电源启动一触发控制信号气压传动系统,气缸加压上下加紧模具下降并压住在上下热板模具发生工作,并保持一定熔接时间继续保持一定压力时间退压,上下加紧模具回升焊接结束。
控制系统由时间继电器或集成电路时间定时器组成。主要功能是:一是控制气压传动系统工作,使其焊接时在定时控制下打开气路阀门,气缸加压使焊头下降,以一定压力压住被焊物件,当焊接完后保压一段时间,然后控制系统将气路阀门换向,使焊头回升复位;二是控制超声波发生器工作时间,本系统使整个焊接过程实现自动化,操作时只启动按钮产生一个触发脉冲,便能自动地完在本次焊接全过程。整个控制系统的顺序是:电源启动一触发控制信号气压传动系统,气缸加压焊头下降并压住焊触发超声发生器工作,发射超声并保持一定焊接时间去除超声发射继续保持一定压力时间退压,焊头回升焊接结束。模具激光焊接机 采用的是大屏幕液晶界面显示,操作简单易学。

采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品所带来的不便,实现高效清洁的熔接。超声波焊接机铆焊法将超声波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。超声波焊接机埋植藉着焊头之传道及适当之压力,瞬间将金属零件(如螺母、螺杆等)挤入预留入塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。超声波焊接机成型本方法与铆焊法类似,上海购买滤筒束带焊接机推荐哪家,选择常州镭瞬超声技术有限公司。河南超声焊接机销售电话
不种类的焊接机有不同的焊接方式,有用牌条的交、直流焊、,还有点燥、缝悍、电阻焊等等。北京滤筒焊接机怎么样
为使卡接头51顺利嵌入卡接空间52形成密封结构。参见图4和图5,皮带成圆段200设置有用于使卡接头51顺利嵌入卡接空间52的开合组件4。再结合图6,本实用新型的开合组件4包括上下平行设置的上顶板41和下顶板43,且二者之间采用立柱44连接;上顶板41和下顶板43的两侧分别固设有呈“八”字形走向的导向板42;且上顶板41和下顶板43的同侧导向板42之间形成用于皮带1通过的让位空间。上顶板41上设置有固定杆22,固定杆22固接在外框架2上。结合图5,导向板42形成的“八”字形的窄口朝向密封结构形成的一侧。北京滤筒焊接机怎么样
常州市镭瞬超声技术有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。常州镭瞬超声是一家有限责任公司(自然)企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司拥有专业的技术团队,具有滤筒自动拼缝焊接机,滤筒束带自动焊接机,点焊机,花边机等多项业务。常州镭瞬超声将以真诚的服务、创新的理念、***的产品,为彼此赢得全新的未来!
与焊接机相关的文章
江苏点焊焊接机怎么样
- 福建滤筒焊接机 2024-06-07
- 广东束带接口焊接机生产厂家 2024-06-07
- 河北束带自动焊接机厂家现货 2024-06-07
- 安徽滤筒焊接机厂家报价 2024-06-07
- 广东滤筒束带焊接机参数 2024-06-07
- 河南超声焊接机 2024-06-06
- 河北束带焊接机供应商家 2024-06-06
- 福建滤筒束带焊接机厂家供应 2024-06-06
- 浙江带尾点焊焊接机报价 2024-06-06
- 浙江滤筒束带焊接机价格咨询 2024-06-06
- 北京滤筒束带焊接机技术参数 2024-06-05
- 上海束带焊接机参数 2024-06-05
与焊接机相关的产品
与焊接机相关的新闻
-
福建超声焊接机代理品牌 2024-06-04 05:06:11塑料激光焊接机系统特点:★特定功能输出的激光器搭配先进技术的夹具,无需添加任何吸光添加剂,焊接美观、洁净无污染。★模块化设计使系统配置灵活,多种可选软硬件配置可灵活满足客户定制的需求,可根据产品的特点,选择比较好的配置。★激光器与自动焊接集成为一体,结构紧凑,移动灵活。★激光器免维护,可靠性高,寿命...
-
上海焊接机推荐厂家 2024-06-04 05:06:18超声波焊接机基本原理及特点由超声波发生器产生15KHZ的高压、高频电信号,通过换能器的压电逆效应转换成同频率的机械振荡,塑料护栏管封口机,LED护栏管焊接机,护栏灯管焊接设备,护栏管两头封焊机并以音频纵波的形式作用于塑料制品工件上,通过工件表面及内在分子间的磨擦而使传递到接口的温度升高,当温度...
-
浙江滤筒束带焊接机参数 2024-06-04 05:06:18热板焊接机的组成热板焊接机的组成及其作用:热板焊接机由气压传动部分、控制部分、电气部分、机台及热板模具和机械装置等组成。1、气动传动部分此部分包括有:过滹器、减压阀、油雾器、换向器、节流阀、气缸等。热板焊接机工作时首先由空气压缩机驱动冲程气缸,以带动热板模具系统上下移动,气压传动在热板焊接机的...
-
江苏中缝焊接机价格咨询 2024-06-04 09:07:16焊接机具有以下几个优点:高效性:焊接机可以在短时间内完成大量的焊接工作,提高了生产效率和生产能力。可靠性:焊接机采用高质量的零部件和先进的控制系统,能够保证焊接质量和工作稳定性。灵活性:焊接机可以适用于不同种类的金属材料和不同形状的工件,具有很强的适应性和灵活性。安全性:焊接机采用先进的...
与焊接机相关的问题
新闻资讯
产品推荐
-

北京滤筒束带焊接机技术参数
2024-06-05 -
上海束带焊接机参数
2024-06-05 -

北京塑焊机焊接机怎么样
2024-06-05 -

北京超声焊接机推荐厂家
2024-06-05 -
吉林自制焊接机货源充足
2024-06-05 -

黑龙江束带接口焊接机批量定制
2024-06-04 -
福建超声焊接机代理品牌
2024-06-04 -
上海焊接机推荐厂家
2024-06-04 -
浙江滤筒束带焊接机参数
2024-06-04