- 品牌
- 无锡麦惠
- 型号
- GBJ,GJ
传统的安装轴承方式是,敲击、压力机压、火焰加热、油煮等,这些方法有很多弊端。与传统的方法相比较,感应加热方法显示了优越性,感应轴承加热器不愧为安装的优先。感应轴承加热法:由于感应加热器设置了时间、温度两种加热控制方式。可以通过液晶显示正确清楚地掌握加热时间和加热温度,不会造成工件过火退火的情况。第二,由于感应加热是内控向外作渗透式热传导的局部加热工件受热均匀,比采用油煮、电炉对工件整体加热自然要快得多,胀量也要大得多。感应加热器的高效、环保和节能特点,使其成为工业加热的理想选择。内蒙古变频式感应加热器市场价
安装轴承或环状工件所需的安装力随着轴承尺寸的增加而迅速增大。由于安装力的要求,较大的轴承不容易推到轴上或推入轴承座内。因此,轴承或轴承座或环状工件在安装前需要加热,可避免在安装过程中损坏。轴承加热注意事项:加热要均匀要加热到一定的温度不能太低也不能太高,注意戴隔热手套,不要烫伤。轴承加热超温后相当于重新热处理,改变的原有的晶相组织,使轴承失去的原有的硬度和耐磨性。使用的话轴承很快就会出现表层剥落,超温严重的话轴承会变色发黑。很遗憾的,轴承就报废了。轴承加热的一般温度是80°C~100°C。当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承内孔膨胀再进行热套。一般将轴承加热至80°C,比较高100°C。超过120°C会导致轴承发生回火现象,致使轴承套圈的硬度和精度降低,影响轴承使用寿命。加热温度也可以根据装配环境温度、轴承的材料、配合直径、过盈量和热装的间隙来计算确定。哈尔滨铝壳感应加热器型号感应加热器的加热效率高,减少了能源浪费。

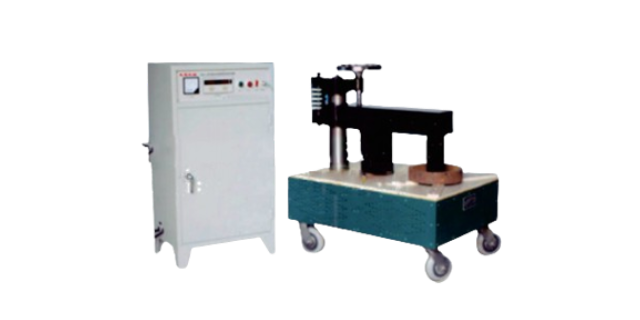
无锡麦惠研发生产制造的轴承加热器操作程序:1、根据轴承的内径,选择相应的轭铁(见表2),将串套上轴承的轭铁放置到主机铁芯端面上,应吻合平正。2、在加热过程中,用点温计测量轴承内圈端平面处温升。当温升符合要求,看准时间记数,停止加热,移开轭铁,取下轴承即可装配。3、连续加热同一规格轴承,将功能选择开关拨到时控位置,设定加热时间,当轴承被加热到所设时间即自动关断电源。4、工作完成后,将功能选择开关拨到停止位置,切断位置。
轴承加热器,用来加热安装轴承的设备,其实是利用电磁感应的加热原理,其实也就是利用磁场。轴承加热器的主要**原件是纯铜感应线圈,硅钢片,传感器等,当电路闭合时,也就形成了一个磁场。将加热工件套在加热轭铁上,将轭铁置于铁芯竖柱上,整个磁场闭合,通电后,加热工件就相当于一个电阻,磁场中的电流每经过电阻时,就会积累下来,由此一来,也就加热了工件。大概的工作原理就是这样的,我说的是比较简单的,加热轴承的目的也就是为了能够产生膨胀量,将轴承顺利的套在轴上,所以电磁感应轴承加热器的原理都是相似的,只不过是原材料的不同,有的轴承加热器为了提高加热速度,用的都是好的原料。感应加热器在塑料加工中也有着广泛的应用。

轴承加热方法:4、电灯泡加热法利用50W的电灯泡加热轴承,可保证加热温度在100℃左右,较小轴承可直接放在灯泡上,较大轴承可置于灯泡的锥形罩内,锥形罩可防灯泡热量散失,并使加热均匀。锥形罩上下可以调位,在一定的范围内能适应加热不同大小的轴承。如果采用远红外灯泡,注意灯泡方向应向下,以免红外射线不利于人的眼睛。这种灯泡可以节能。灯泡加热法适用于数量少而不经常需;要对轴承加热的场合,平时灯泡还可作照明用,此外不需要任何其他设备。5、油槽加热法这是应用较广的传统加热方法,油槽距底部50~70mm处设金属网,轴承置于网上,大轴承要用钩子吊起。轴承不宜直接放于槽底,以防接触槽底的轴承部位局部受热过高,或槽底沉淀的污物进入轴承。油槽加热法的注意要点如下,应使用无腐蚀性热安定性好的矿物油,比较好是变压器油,油和容器都应保持清洁。油槽的容量应与被加热轴承的大小和油量而定,如果容器太小,在连续操作时,一放入轴承油温就会很快下降,效果就不好。控制温度,感应加热器确保加热过程稳定可靠。成都变频式电磁感应加热器价格
感应加热器的加热过程环保无污染,符合绿色发展理念。内蒙古变频式感应加热器市场价
轴承加热器有以下操作程序:1、将轭铁放置在主机的端面上。2、将插头插入有控制开关的电源插座上。3、检查接地线是否良好,通电后用测电笔测试。4、按动启动按钮,主机通电。5、检查轭铁对地应无电压。6、按动停止按钮主机断电,停止加热。7、根据不同规格的轴承或其它工件,选择不同的轭铁套上,将此轭铁放在主机的顶端面上,应吻合平整。8、加热时,应将传感器插入“传感插座”,并将传感器紧贴被加热工件。9、当轴承加热到所需的温度,将会自动关断电源或按一下停止开关。10、停止加热后,轭铁向左或向右移动,取下轴承后将轭铁再放回主机顶端。11、如果重复使用,不间断地加热轴承,只需要将所加工的轴承再套进轭铁,按一下启动按钮即可。内蒙古变频式感应加热器市场价

- 山西变频式感应加热器型号 2026-01-08
- 四川铝壳感应加热器市场价 2026-01-07
- 沈阳水冷式电磁感应加热器定制 2026-01-07
- 广西超音频感应加热器型号 2026-01-06
- 北京升降式感应加热器批发 2026-01-06
- 河北齿圈感应加热器批发 2026-01-03
- 陕西中频式电磁感应加热器价格 2026-01-03
- 广西工频感应加热器市场价 2026-01-02



