- 品牌
- 源欣,yuanxin
- 型号
- 轴类测量机/仪
【微秒级动态捕捉系统】源欣光学轴类测量机搭载超高速CMOS传感器,配合快速频闪成像技术,可在0.001秒内准确捕捉转速达20000rpm的轴表面细节。独有的运动模糊消除算法,使动态测量精度稳定在±0.8μm,较传统激光扫描仪提速15倍。针对新能源汽车电机轴的在线检测场景,系统支持每分钟20件的高速分选,结合深度学习自动分类缺陷类型,误判率低于0.03%。内置热变形补偿模块,在40℃车间环境下仍可保持测量重复性≤1.2μm,年均可为企业减少质量损失超300万元。轴类测量仪助力船舶制造,保证推进轴等大型轴件的加工精度。东莞精密轴类测量机/仪厂
【高复杂度齿轮轴一体化智检系统】源欣光学轴类测量机针对打印机齿轮轴的32齿精密结构,采用环形阵列CCD与AI齿形解析算法,1.5秒内同步检测轴径(±0.4μm)、齿顶圆跳动(≤0.6μm)、相邻齿距误差(±0.3μm)及轴承位同心度(±0.5μm)。防油雾渗透光学系统通过IP67认证,在切削液浓度15%的恶劣环境下仍保持稳定运行。某日企在华工厂部署后,实现与46台瑞士走心机的联机检测,不良品实时剔除准确率达99.99%,年度返工成本降低1800万元,产品成为众多许多打印机的测量设备供应部件。梅州国产轴类测量机/仪厂家轴类测量仪可测量轴的轮廓度,确保轴类零件的外形精度。
【动态跳动量的光学捕捉技术】光学测轴机集成高帧频相机(每秒3000帧)与频闪照明系统,在轴件2000rpm旋转状态下,0.05秒捕获径向跳动(≤0.2μm)与端面全跳动(±0.3μm)。远心光路设计消除运动模糊,亚像素算法将动态测量精度提升至VDI/VDE 2617高标准。某德国汽车涡轮轴制造商应用后,再配合机械手自动上下料,实现与数控车床的毫秒级数据交互,实时补偿加工误差,产品装配合格率从89%跃升至99.995%,单线年节约质量成本380万欧元。
【3C电子轴超级工厂联网尺寸检测】光学轴类测量仪通过5G工业互联网组网,48台测轴仪构建分布式检测网络,配合无人小车与机械手臂自动上下料,工厂后台自动控制无人小车及机械手移动到检测工位完成检测。每台设备2秒完成Φ0.5-3mm数据线金属轴的轴径(±0.15μm)、插拔端同心度(≤0.2μm)、长度等(±0.3μm)检测。区块链技术实现每秒3000件数据的加密存证,某电子生产基地应用后,跨厂区质量标准差从8μm降至0.5μm,年度跨国客诉处理时效提升90%,节省质量成本500万元,。轴类测量仪在新能源汽车电机轴测量中发挥关键作用。
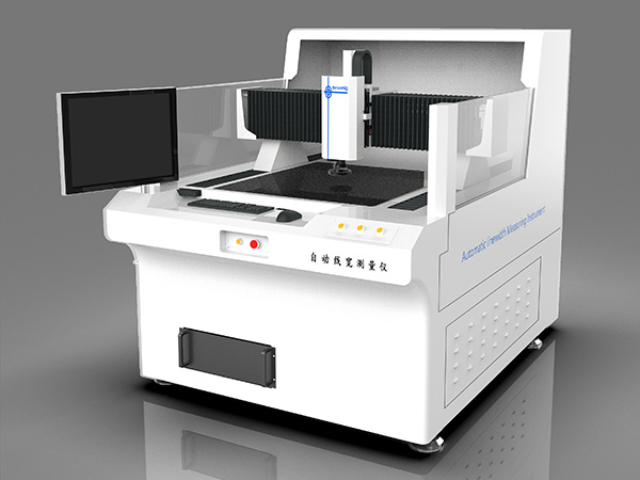
卧式轴类测量机的基本原理与结构
卧式轴类测量机是一种用于精密测量轴类零件几何参数的设备,其关键原理是通过高精度传感器和机械运动系统,对工件的直径、圆度、直线度、同轴度等参数进行非接触或接触式检测。设备通常采用卧式布局,即被测工件水平放置,以减少重力变形对测量结果的影响。主体结构包括基座、导轨、测头系统、回转装置和控制系统。基座采用花岗岩或铸铁材料以保证稳定性,导轨多选用气浮或滚珠丝杠驱动,确保运动精度。测头系统可配置光学、激光或接触式探头,适应不同测量需求。卧式设计尤其适合长轴类零件(如汽车传动轴、机床主轴)的测量,避免了立式设备因悬臂效应导致的误差。 轴类测量仪能适应不同材质的轴类测量,应用范围广泛。广东国产轴类测量机/仪哪家好
轴类测量机通过高精度传感器,精确测量轴的各项形位公差。东莞精密轴类测量机/仪厂
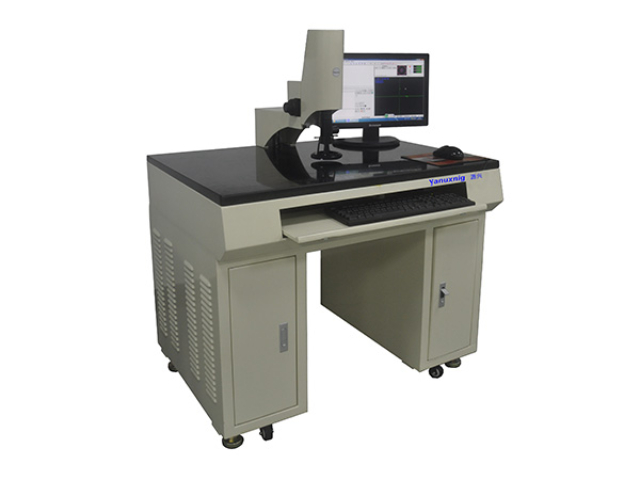
光学轴类测量仪在仪器仪表制造中的关键作用仪器仪表对轴类零件的精度和稳定性要求极高,光学轴类测量仪在仪器仪表制造中发挥着关键作用。在钟表机芯轴的制造中,测量仪能够精确测量轴的微小尺寸和复杂形位公差,确保钟表的走时精度和稳定性。对于流量计、压力表等工业仪表中的轴类零件,测量仪通过测量轴的直线度、同心度等参数,保证仪表的测量准确性和可靠性。通过光学轴类测量仪的应用,仪器仪表制造企业能够生产出更高精度、更稳定可靠的产品,满足市场对精密仪器仪表的需求,提升企业在行业中的竞争力。东莞精密轴类测量机/仪厂
东莞市源欣光电仪器有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来东莞市源欣光电仪器供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

光学轴类测量仪的测量误差来源与控制方法尽管光学轴类测量仪具有较高的测量精度,但在实际使用中仍存在多种误差来源。环境因素是影响测量精度的重要原因之一,温度、湿度和振动的变化都可能导致零件变形和光学系统参数漂移,从而产生测量误差。此外,测量仪的安装调试不准确、镜头的畸变以及软件算法的局限性等,也会对测量结果造成影响。针对这些误差来源,可采取一系列控制方法。例如,将测量仪安装在恒温、恒湿且无振动的环境中,定期对测量仪进行校准和维护,采用先进的畸变校正算法对镜头畸变进行补偿,通过多次测量取平均值等方式来减小随机误差,从而有效提高测量精度,确保测量结果的准确性。轴类测量仪通过智能算法,准确分析轴的圆度误...
- 国产轴类测量机/仪多少钱一台 2025-08-11
- yuanxin轴类测量机/仪价格 2025-08-11
- 清远轴类测量机/仪多少钱一台 2025-08-10
- 梅州轴类测量机/仪厂家 2025-08-09
- 汕尾立式轴类测量机/仪设备 2025-08-09
- 深圳立式轴类测量机/仪生产厂家 2025-08-08
- 中山快速轴类测量机/仪厂 2025-08-08
- 揭阳快速轴类测量机/仪多少钱一台 2025-08-07
- 揭阳快速轴类测量机/仪生产厂家 2025-08-07
- 江门轴类测量机/仪厂 2025-08-05
- 湛江立式轴类测量机/仪哪家好 2025-08-01
- 肇庆国产轴类测量机/仪哪家好 2025-07-31
- 中山卧式轴类测量机/仪哪家好 2025-07-30
- 河源轴类测量机/仪多少钱一台 2025-07-30
- 阳江精密轴类测量机/仪价格 2025-07-29
- 中山轴类测量机/仪哪家好 2025-07-29




- 珠海离子污染测量仪哪家好 12-19
- 茂名pcb离子污染测量仪厂 12-19
- 扬州电路板离子污染测量仪生产厂家 12-19
- 深圳离子污染测量仪 12-18
- 盐城pcb离子污染测量仪设备 12-18
- 汕头离子污染测量仪设备 12-18
- 南京电路板离子污染测量仪生产厂家 09-05
- 潮州电路板离子污染测量仪生产厂家 09-05
- 茂名pcb离子污染测量仪 09-05
- 苏州国产离子污染测量仪哪家好 09-04