- 品牌
- 源欣,yuanxin
- 型号
- 轴类测量机/仪
【3C电子轴超级工厂联网尺寸检测】光学轴类测量仪通过5G工业互联网组网,48台测轴仪构建分布式检测网络,配合无人小车与机械手臂自动上下料,工厂后台自动控制无人小车及机械手移动到检测工位完成检测。每台设备2秒完成Φ0.5-3mm数据线金属轴的轴径(±0.15μm)、插拔端同心度(≤0.2μm)、长度等(±0.3μm)检测。区块链技术实现每秒3000件数据的加密存证,某电子生产基地应用后,跨厂区质量标准差从8μm降至0.5μm,年度跨国客诉处理时效提升90%,节省质量成本500万元,。轴类测量机能够测量轴的同轴度,保障设备的传动精度。云浮国产轴类测量机/仪生产厂家

【跨厂区质量数据中枢平台】通过5G+边缘计算技术,源欣光学轴类测量仪设备在跨国打印机厂商的9个生产基地构建分布式检测网络。每台测量机2秒上传轴径(±0.4μm)、长度(±0.6μm)等18项参数至云端大脑,AI实时比对全球产线数据差异。某全球办公设备巨头部署后,实现中日美工厂工艺参数秒级同步,年度质量波动降低76%,跨国客诉处理时效提升90%,节约全球协同成本超2.1亿元。在无人化工厂实现实时检测,提高工作效率做出了重大贡献。云浮快速轴类测量机/仪厂轴类测量仪助力医疗器械制造,保证轴类零件的高精度。
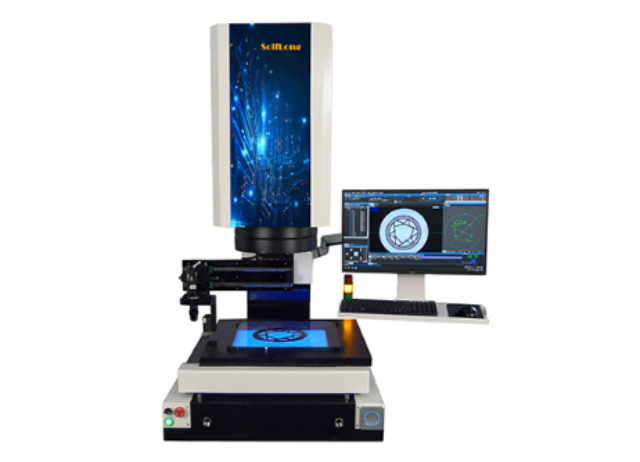
【动态跳动量的光学捕捉技术】光学测轴机集成高帧频相机(每秒3000帧)与频闪照明系统,在轴件2000rpm旋转状态下,0.05秒捕获径向跳动(≤0.2μm)与端面全跳动(±0.3μm)。远心光路设计消除运动模糊,亚像素算法将动态测量精度提升至VDI/VDE 2617高标准。某德国汽车涡轮轴制造商应用后,再配合机械手自动上下料,实现与数控车床的毫秒级数据交互,实时补偿加工误差,产品装配合格率从89%跃升至99.995%,单线年节约质量成本380万欧元。
【汽车传动轴全参数微米级智控系统】源欣光学轴类测量机搭载多光谱融合传感阵列,在1.2秒内同步完成传动轴外径(±0.5μm)、总长(±1μm/m)、径向跳动(≤0.8μm)及法兰同心度(±1.2μm)的100%全检。采用AI动态补偿技术,消除轴件表面油膜反光干扰,即便在0.01秒级高速旋转下,仍可稳定捕捉跳动数据。某新能源汽车企业部署后,实现每分钟50件的高速分选,误检率低于0.002%,年度废品成本减少420万元。温控模块在50℃车间环境下,直径测量重复性≤0.6μm,助力产线通过IATF 16949认证,连续24个月保持“零缺陷”交付纪录。轴类测量仪在航空航天领域,严格把控轴类零件的高精度要求。

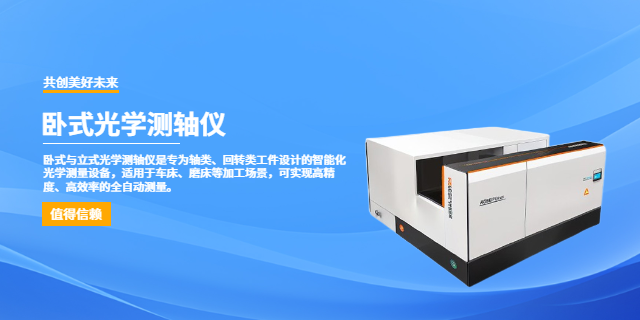
【异形轴多品种柔性检测设备】模块化卧式测轴仪支持3秒快速切换V型滚轮(兼容Φ2-150mm轴径)与液压卡盘(适配花键/多边形轴),光学镜头配合激光扫描模块0.8秒获取异形轴各段直径(±0.3μm)、过渡圆弧半径(±0.5μm)及整体同心度(≤0.6μm),很大提高工作效率与检测精度。某德系汽车零部件巨头在混线生产中,检测换型时间从2小时缩至25秒,OEE提升至98.7%,年节省模具调试成本1500万欧元,支持电动车驱动轴的48小时急速交付轴类测量仪可对轴的安装孔位置进行测量,方便装配。云浮快速轴类测量机/仪厂
轴类测量机可通过无线传输测量数据,实现远程监控。云浮国产轴类测量机/仪生产厂家
【超薄壁空心轴零变形检测方案】源欣光学轴类测量仪配合机械手针对壁厚0.2mm的打印机空心传动轴,采用低应力柔性夹具与微力传感技术,在0.6秒内完成轴径(±0.3μm)、椭圆度(≤0.5μm)及薄壁同心度(±0.4μm)检测。纳米级气膜悬浮技术确保装夹压力<0.01N,避免微米级形变。使测量速度有很大提高,提高了工作效率。某德企精密管件供应商应用后,产品圆度合格率从88%提升至99.97%,成为某系列工业打印机的战略合作伙伴,年度订单额增长5.8亿元。云浮国产轴类测量机/仪生产厂家
东莞市源欣光电仪器有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同东莞市源欣光电仪器供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
光学轴类测量仪的测量误差来源与控制方法尽管光学轴类测量仪具有较高的测量精度,但在实际使用中仍存在多种误差来源。环境因素是影响测量精度的重要原因之一,温度、湿度和振动的变化都可能导致零件变形和光学系统参数漂移,从而产生测量误差。此外,测量仪的安装调试不准确、镜头的畸变以及软件算法的局限性等,也会对测量结果造成影响。针对这些误差来源,可采取一系列控制方法。例如,将测量仪安装在恒温、恒湿且无振动的环境中,定期对测量仪进行校准和维护,采用先进的畸变校正算法对镜头畸变进行补偿,通过多次测量取平均值等方式来减小随机误差,从而有效提高测量精度,确保测量结果的准确性。轴类测量仪通过智能算法,准确分析轴的圆度误...
- 国产轴类测量机/仪多少钱一台 2025-08-11
- yuanxin轴类测量机/仪价格 2025-08-11
- 清远轴类测量机/仪多少钱一台 2025-08-10
- 梅州轴类测量机/仪厂家 2025-08-09
- 汕尾立式轴类测量机/仪设备 2025-08-09
- 深圳立式轴类测量机/仪生产厂家 2025-08-08
- 中山快速轴类测量机/仪厂 2025-08-08
- 揭阳快速轴类测量机/仪多少钱一台 2025-08-07
- 揭阳快速轴类测量机/仪生产厂家 2025-08-07
- 江门轴类测量机/仪厂 2025-08-05
- 湛江立式轴类测量机/仪哪家好 2025-08-01
- 肇庆国产轴类测量机/仪哪家好 2025-07-31
- 中山卧式轴类测量机/仪哪家好 2025-07-30
- 河源轴类测量机/仪多少钱一台 2025-07-30
- 阳江精密轴类测量机/仪价格 2025-07-29
- 中山轴类测量机/仪哪家好 2025-07-29




- 珠海离子污染测量仪哪家好 12-19
- 茂名pcb离子污染测量仪厂 12-19
- 扬州电路板离子污染测量仪生产厂家 12-19
- 深圳离子污染测量仪 12-18
- 盐城pcb离子污染测量仪设备 12-18
- 汕头离子污染测量仪设备 12-18
- 南京电路板离子污染测量仪生产厂家 09-05
- 潮州电路板离子污染测量仪生产厂家 09-05
- 茂名pcb离子污染测量仪 09-05
- 苏州国产离子污染测量仪哪家好 09-04