点胶机厂家一些技术问题解答?问题一、客户只需要两个齿轮泵控制出胶比例是否非要加PLC?解答:要用螺杆泵,PLC要加,除了压力桶,其他东西都要。问题五、CCD打双组胶水,环氧能不能打,能不能配两个头打。解答:1:1胶水,出胶量10ML可以做一个头。问题二、五加仑的机器能不能四根管出来解答:出胶量要求不高,可以接,20%误差。问题三、点胶机的AB胶粘稠度11万用五加仑能打的出来吗?解答:打不出来问题四、带垫片的螺丝,客户要求3.5IVM,唐总说带振动盘可以。M5M4带垫片及垫片的内六角螺钉。解答:弹垫和垫片不会掉出来就可以做。天丰泰欢迎您来电咨询!点胶机可以实现高精度的胶水控制。吉林帽子点胶机
深圳点胶机厂家-深圳天丰泰科技股份有限公司专业从事自动化设备的研发设计、生产制造及销售的高新科技企业。在制造业、运输业、新能源及医疗业等领域,都有着行业内精湛的高技术水平。哪些因素影响点胶机的点胶效果除了点胶机自身的因素,胶水的粘度也会直接影响点胶的质量点胶机粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染产品,而胶水温度应为23℃~25℃;环境温度对胶水的粘度影响,温度降低粘度增大,出胶流量相应变小,也容易出现拉丝现象。点胶水的胶水固化温度曲线生产厂家已给出,在实际应该尽可能采用较高温度来固化,使胶水固化后有足够强度。天丰泰欢迎您来电咨询!天津sx点胶机点胶机可以适应不同的胶水类型和粘度。

点胶机点胶的时候需要的注意事项有哪些呢?在点胶机行业中,生产中容易出现以下几个问题,比如胶点大小不匹配、拉丝、胶水浸染焊盘、固化强度不好易掉片等。那么遇到这些问题具体该注意些什么呢?点胶压力(背压)目前所用点胶机采用螺旋泵供给点胶针头胶管采取一个压力来保证足够胶水供给螺旋泵(以美国CAMALOT5000为例)。背压压力太大易造成胶益出、胶量过多;压力太小则会出现点胶断续现象、漏点、从而造成缺陷。应根据同品质的胶水、工作环境温度来选择压力。环境温度高则会使胶水粘度变小、流动性变好,这时需调低背太就可保证胶水的供给,反之变然。天丰泰欢迎您来电咨询!
点胶机厂家教你如何选择全自动点胶机?1、针头大小在工作实际中,针头内径大小应为点胶机点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同针头,这样既可以保证点胶机胶点质量,又可以提高生产效率。2、胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化。因而对于环境温度应加以控制。同时环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。点胶机日常保养:机台部分请定期擦拭干净,以增加使用寿命。混合在一起的胶量越多,其反应就越快,固化速度也会越快,所以要根据实际生产情况进行合理配胶,否则造成胶水的浪费。排除意外,提高生产效率。如今液体控制技术和点胶设备多面地应用到现代工业中的各种生产领域。点胶机采用节能设计,减少了胶水的浪费和对环境的污染。

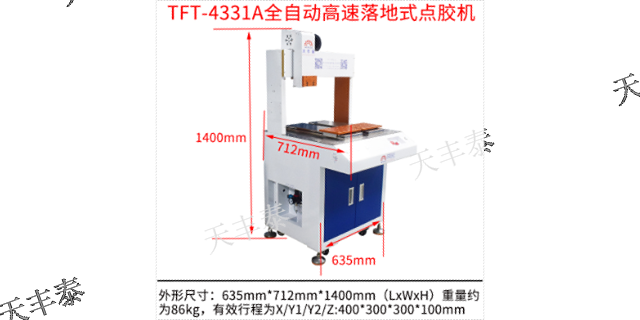
全自点胶机是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器。全自动点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。全自动点胶机适用于工业生产的各个领域,高速度、对胶剂粘度的低灵敏度是此类产品的特点。通讯行业,包括手机、基站盒、微电子领域产品更新换代较快,生产产量也比较大,针对手机等通讯行业的产品大多采用自动化设备批量标准化生产来满足市场的高需求。自动点胶机设备在通讯行业生产使用也为常见,手机配件粘合、电磁屏蔽硅胶封装、热熔胶粘接手机外壳等工艺越来越成为众多手机生产加工厂商必不可少的工艺量化生产。通讯/电子行业应用包括:手机按键点胶,手机电池封装,笔记本电池封装,电脑扬声器/受话器,线圈点胶,PCB板邦定封胶,IC封胶,喇叭外圈点胶,PDA封胶,LCD封胶,IC封装,IC粘接,机壳粘接,光学器件加工,电路元件与基板粘接,印制线路板涂胶等等。点胶机操作简单,界面友好,操作人员只需简单培训即可上手操作。黑龙江高速点胶机
采用先进的点胶技术,点胶机确保点胶过程稳定可靠。吉林帽子点胶机
当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi以上以确保出胶稳定。应检查出胶时间.若小于15/1000秒会造成出胶不稳定.,出胶时间愈长出胶愈稳定。流速太慢流速若太慢应将管路从1/4”改为3/8”。管路若无需要应愈短愈好。除了改管子,还要改出胶口和气压,这样完全加快流速。4.流体内的气泡过大的流体压力若加上过短的开阀时间则有可能将空气渗入液体内.解决方法为降低流体压力并使用锥形斜式针头。天丰泰欢迎您来电咨询!吉林帽子点胶机