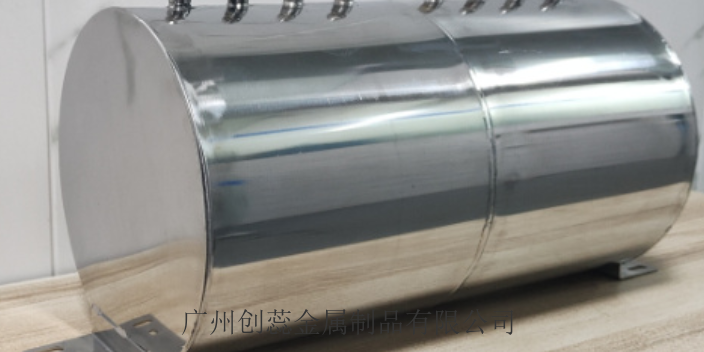
不锈钢表面的常见处理工艺:1、表面拉丝处理:金属拉丝处理是一种在生活中很常见的装饰方法。可以制造成直纹、螺纹、波纹、乱纹和旋纹等几种。这种表面处理给人手感好、光泽细腻、耐磨性强等特点。2、喷涂、不锈钢喷涂与上面的着色处理在实质上有很大不同,由于材料的不同,有的喷漆可能会破坏不锈钢表面氧化层。喷涂可以用简单的工艺达到不同色彩的不锈钢产品,也可以运用不同的喷涂改变不锈钢的手感。常用的表面着色方法主要有:化学氧化着色法、电化学氧化着色法、离子沉积氧化物着色法、高温氧化着色法、气相裂解着色法等等。不锈钢可锻性的高低通常受材料内部化学成分影响。肇庆不锈钢电箱加工工厂

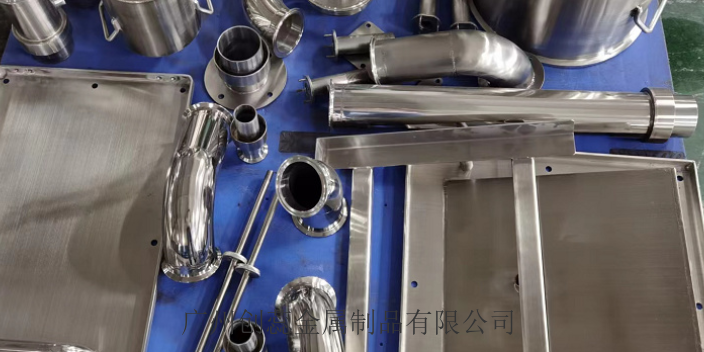
不锈钢焊接:首先是熔化焊是利用钨极惰性气体氩弧焊。在氩气保护下,利用钨电极与焊件间产生电弧热熔化母材或加填充金属成为焊缝,是焊接不锈钢较合适的方法。这个方法普遍应用熔化极气体保护焊。是用可熔化的汉斯与工件之间的电弧座位热源来熔化汉斯与母材金属,并向焊接区输送保护气体保护熔池。焊铬镍钢较适合等离子弧焊。是借助于水冷喷嘴对电弧的拘束作用,从而获得较高能量密度的等离子弧进行焊接的方法。焊缝及热影响区晶粒严重粗大,而且无法用焊后热处理细化晶粒,会产生冷裂纹,容易出现475℃脆化等问题。肇庆不锈钢电箱加工工厂不锈钢加工的过程中需要借助大量的机床、仪器、不锈钢加工设备。

不锈钢板为什么还是会被腐蚀:不锈钢在氧化性酸中,例如硝酸中,由于有足够的氧使钢在短期内到达钝化状态。不锈钢棒的耐蚀性也与工作介质的品种、浓度、温度、压力等有着亲密关系。在氧化性介质中(如硝酸),不锈钢板容易构成氧化膜,钝化316不锈钢棒的时间短。在非氧化性介质中(如稀硫酸、盐酸、有机酸),含氧量较低,钝化不锈钢的时间就要延长,而当介质中的含氧量低到一定水平后,不锈钢板就不能钝化。电位较负;蚀孔外的金属处于钝态,电位较正,于是孔内和孔外构成了大阴极小阴极的腐蚀电池,孔内主要发作阳极溶解。
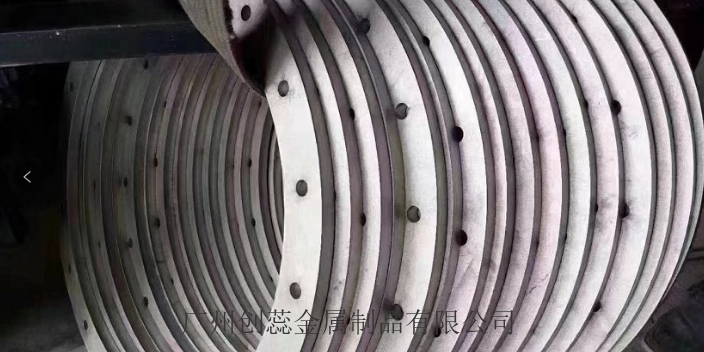
不锈钢在加工卷圆时需要注意什么:选择不锈钢在加工卷圆时加工设备的折弯力度,还要随着不锈钢管的厚度增大而更大。不然可能卷出来的弧度没有理想,然后就是单位尺寸下不锈钢管加工弯圆的抗拉强度越大,那么不锈钢管的延展性就越小,所以所需弯圆力度越大,弯圆的角度也会越大。较后还需要注意的就是,如果不锈钢管的屈服强度越大,那么弹性回复量也就会越大,如果弯圆加工的角度能达到90度,那么所需要压轴的角度就应该设计的越小。不锈钢是一种环保的装饰材料。

不锈钢加工-不锈钢制品表面工艺:精磨,砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果,工件表面粗糙度应能达到0.1mm。关于更换砂带的说明:一般来说,砂带可以抛磨1500mm长的工件6-8根,砂带可以抛磨工件4-6根,砂带可以抛磨工件1-2根,具体情况还需以工件焊接焊点情况,抛光使用的压力,以及打磨的方式方法有很大的关系。不锈钢工业管材的表面都是比较粗糙的。肇庆不锈钢电箱加工工厂
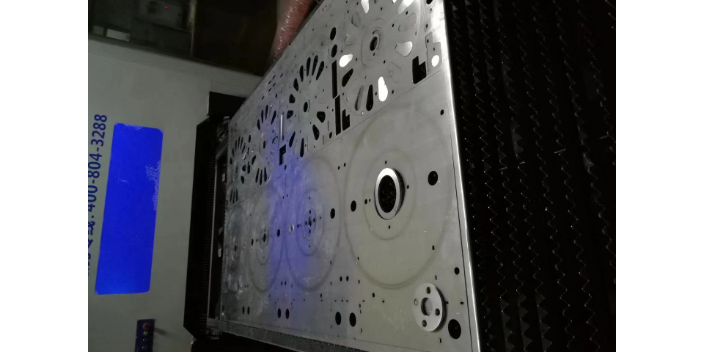
不锈钢加工设备分类分为剪切设备和表面处理设备。肇庆不锈钢电箱加工工厂
不锈钢加工-不锈钢制品表面工艺:1、对上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入本抛光工序。2、粗磨,砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后工件表面的粗糙度应能达到R0.8mm。注意在抛光过程中注意砂带机的倾斜角度和控制好砂带机对工件的压力。一般来说以与被抛面成一条直线比较适中!肇庆不锈钢电箱加工工厂