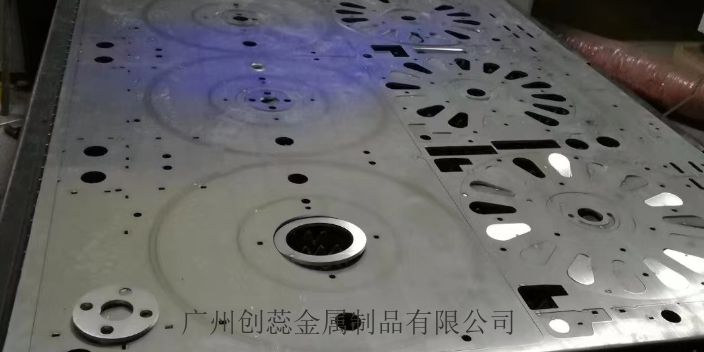
手机零部件激光焊接加工工艺:智能手机功能的不断丰富,手机构造也是越来越复杂,很小的区域被工程师无数次压缩,以换取较佳的设计效果,面对如此复杂的加工,多一点、少一点,细微的不平整都会影响整个手机运行,所以为了保证每一个零部件的完美镶嵌和整合,就必须采用现在精密度极高的焊接加工方式进行加工。激光焊接加工是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的。激光焊接热影响区小、变形小,焊接速度快,焊缝平整、美观,适合对手机各种零件进行焊接。对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。河源机箱焊接加工哪家优惠
激光焊接加工主要的特征有哪几点?激光焊接加工是激光材料加工技术应用的重要方面之一,主要用于薄壁材料的焊接和低速焊接。焊接过程是热传导型的,工件表面被激光辐射加热,并且表面热通过热传导扩散到内部。通过使用其他参数控制激光脉冲的宽度,峰值功率和重复频率,可以熔化工件以形成特定的熔池。由于其独特的优势,它已成功地应用于微型和小型零件的精密焊接。激光焊接加工非接触式加工,无需对工件加压并进行表面处理。焊点小,适合高速加工。珠海钣金件焊接加工制造商在激光技术中采用光纤传输技术,使激光焊接技术获得了更为广的推广与应用。

激光焊接的模式有哪两种?激光焊接加工有两种基本形式:激光焊接加工有热导焊和深熔焊,前者所用激光功率密度较低(105~106W/cm2),工件吸收激光后,只抵达表面熔化,然后依托热传导向工件内部传递热量构成熔池。这种焊接形式熔深浅,深宽比较小。后者激光动车密度高(106~107W/cm2),工件吸收激光后敏捷熔化甚至气化,熔化的金属在蒸汽压力作用下构成小孔激光束可直照孔底,使小孔不断延伸,直至小孔内的蒸汽压力与液体金属的表面张力和重力平衡为止。小孔随着激光束沿焊接方向移动时,小孔前方熔化的金属绕过小孔流向后方,凝结后构成焊缝。这种焊接形式熔深大,深宽比也大。在机械制造范畴,除了那些菲薄零件之外,通常应选用深馆焊。
激光焊接中保护气体的使用对加工的影响有哪些?在采用激光焊接加工时,有着很多因素影响着成品件的质量,例如保护气体会影响着焊缝成型、焊缝质量、焊缝熔深以及焊缝宽度。保护气体大多数情况都会对材料的成型起到积极影响,但也会有少数的负面影响。保护气体的使用对加工起到的积极影响:1、选择合适的气体种类可以有效地避免熔池部分被氧化;2、选择合适的气体流速可以很大程度地避免焊接时的飞溅;3、正确地吹入保护气体可以让熔池更加均匀、焊缝更加美观;4、均匀地吹入保护气体可以减少焊接熔池中出现气孔。焊接的焦点对激光焊接的质量有很大的影响,焦点的大小主要由焦距的长短决定。
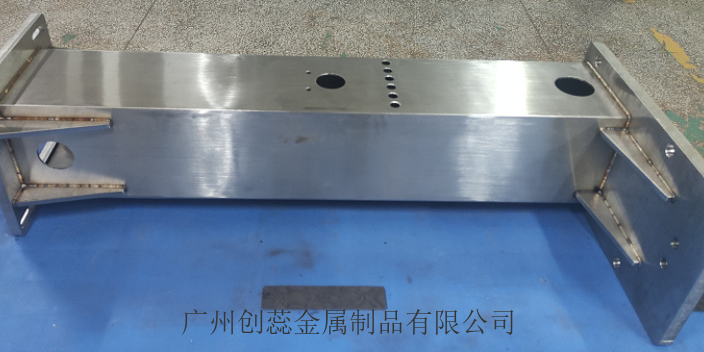
激光焊接的作用:可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。在激光技术中采用光纤传输技术,使激光焊接技术获得了更为广的推广与应用。激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。与其它焊接技术比较,激光焊接的主要优点是:激光焊接速度快、深度大、变形小。能在室温或特殊的条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。焊接过程中,搅拌摩擦焊应刚性固定在后垫上,焊头边缘高速旋转,边缘工件的接头相对工件移动。深圳焊接折弯加工
激光焊接机有热导焊和深熔焊。河源机箱焊接加工哪家优惠
如何提升激光焊接加工质量:1.找好焊接的焦点位置,焊接的焦点对激光焊接加工质量有很大影响,而焦点的大小主要由焦距的长短来决定,所以为了提高激光焊接加工的质量,在进行焊接的时候可以采用短焦距来获得较高的能量密度,但是端焦距所产生的光斑较小且要求工件之间的配合间隙要小。此外,当对接头定位的精度不高时,可以使用能量密度高的长焦距焊接。2、作为薄板焊接中比较关键性的就是激光脉冲波形,这也是激光焊接工艺中需要关注的问题。当使用激光焊接加工焊接时,激光束照射到材料表面,会有60%-98%的能量因反射而损失,由于表面温度在改变,所以当脉冲作用时,会改变金属的反射率。河源机箱焊接加工哪家优惠