- 品牌
- 华锐
- 型号
- 齐全
- 类型
- 模具修补机
- 用途
- 塑料成型设备
- 加工定制
- 是
- 作用对象
- 塑料
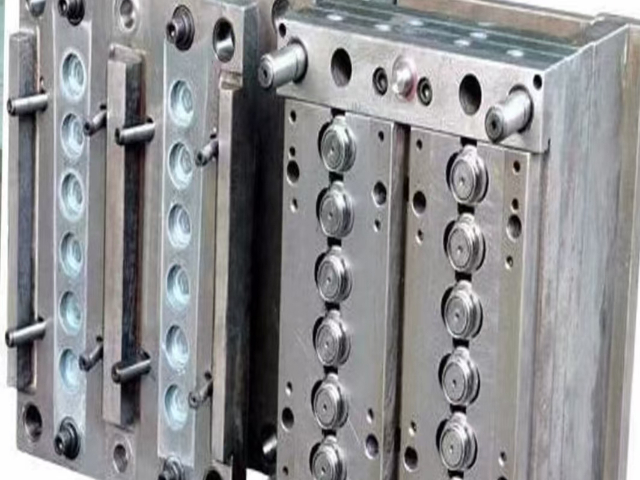
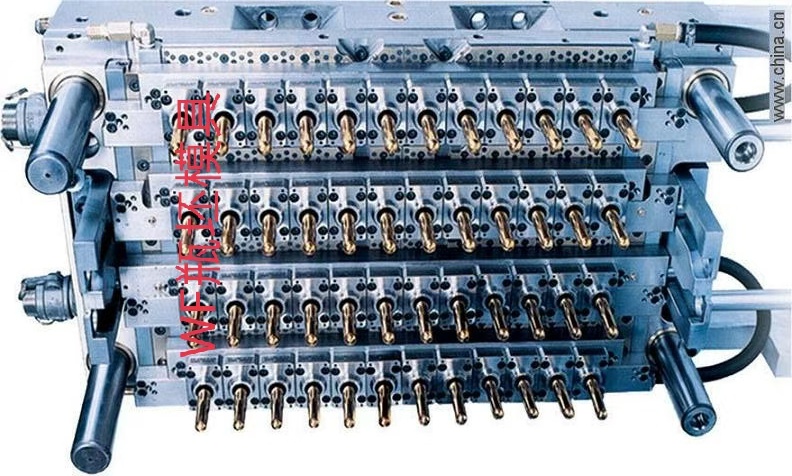
塑料瓶盖模具需与瓶盖、注塑设备及后续生产线保持高度适配,才能保障生产顺畅。在与瓶盖适配方面,模具型腔尺寸需根据塑料收缩率精确计算,确保成型瓶盖与瓶口完美匹配,既保证密封性,又便于开合;与注塑设备适配时,模具的安装尺寸、定位方式需符合设备参数,模具重量、厚度需在设备承载范围内,避免因适配不当导致生产故障;与后续生产线适配则要求模具顶出机构设计合理,确保瓶盖能顺利落入输送轨道,且瓶盖输出方向、速度与后续分拣、包装工序协调,减少人工干预,实现自动化生产流程。台州市黄岩华锐模塑有限公司的瓶盖模具在质量上严格把关。上海油瓶瓶盖模具批发厂家

塑料瓶盖模具的材料选择需综合考虑耐磨性、耐腐蚀性与导热性,以保障模具的使用寿命与生产稳定性。模具型腔与型芯作为直接接触塑料原料的中心部件,通常采用 P20、718H 等预硬态塑料模具钢,这类钢材经热处理后硬度可达 HRC30-45,具备优异的耐磨性与抛光性能,能长期保持型腔精度,使用寿命可达 100 万模次以上。对于生产腐蚀性较强的塑料原料(如 PVC)的模具,需采用耐腐蚀不锈钢材质,防止模具表面被腐蚀损坏。此外,模具的导柱、顶针等易磨损部件,通常采用强度高度合金材料,提升其抗磨损能力,减少维修频率。上海油瓶瓶盖模具批发厂家我们的瓶盖模具经过多次优化,提升了生产效率和稳定性。

塑料瓶盖模具的寿命受多种因素影响,合理控制这些因素可有效延长模具使用周期。模具材料是基础因素,选用强度高度、高耐磨性的模具钢,如 H13、S136 等,能提升模具抗磨损、抗腐蚀能力,延长寿命;模具加工质量也至关重要,加工精度不足、表面粗糙度超标会导致模具在使用中易出现磨损、粘模等问题,缩短寿命;使用过程中的操作规范与否直接影响模具寿命,如注塑温度过高会加速模具型腔老化,开合模速度过快会增加模具机械冲击,这些不当操作都会降低模具寿命;此外,维护保养的及时性与专业性也很关键,定期清洁、润滑、检查,及时修复微小损伤,可避免故障扩大,明显延长模具使用寿命,质量模具在规范使用与维护下,使用寿命可达 100 万模次以上。
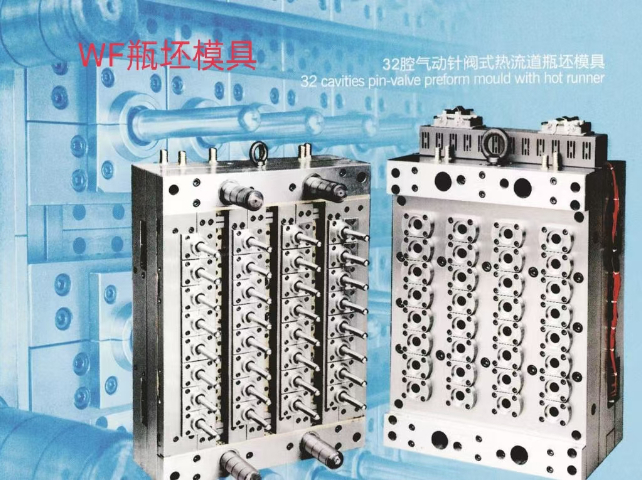
塑料瓶盖模具的设计开发需遵循严谨流程,以确保蕞终产品符合生产与使用需求。首先需进行需求分析,结合客户对瓶盖尺寸、功能、外观及产量的要求,确定模具型腔数量、结构类型及工艺参数;随后进入 3D 建模阶段,利用 CAD 软件构建模具整体结构模型,细化型腔、型芯、浇注系统等关键部件的尺寸与位置,同时通过 CAE 软件进行模流分析,模拟塑料在型腔内的流动、填充及冷却过程,预判可能出现的缺陷并优化设计;模型确认后,进入图纸绘制阶段,生成详细的 2D 加工图纸,明确各部件的材料、精度要求及装配关系;蕞后进行样品试模,通过实际注塑生产检验模具性能,根据试模结果调整模具参数,直至生产出合格的瓶盖样品,整个设计开发周期通常为 2-4 周,复杂模具则需更长时间。我们的瓶盖模具设计灵活,满足不同客户的需求与要求。
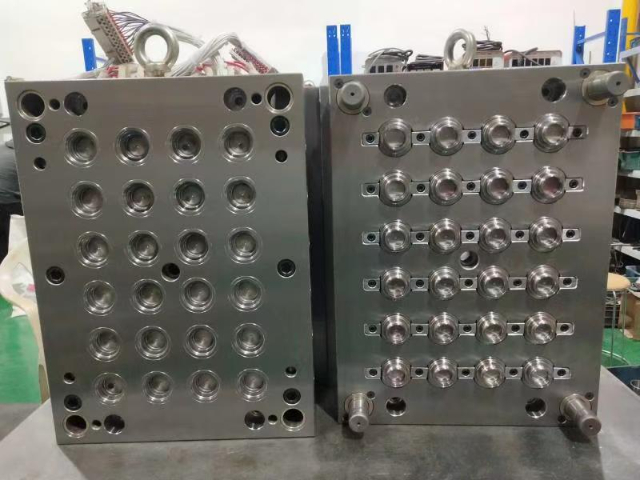
精度是塑料瓶盖模具的核心竞争力,直接影响瓶盖的密封性、适配性与外观品质。模具型腔的尺寸误差需控制在 ±0.01mm 以内,尤其是瓶盖螺纹部分,需精细匹配瓶口螺纹规格,避免出现漏液或拧合不畅的问题。模具的导向机构需采用高精度导柱导套,确保开合模过程中型腔与型芯精细对位,防止因错位导致瓶盖出现飞边、缺料等缺陷。此外,模具的表面粗糙度也有严格要求,型腔内壁需经过抛光处理,粗糙度 Ra 值通常控制在 0.02-0.05μm 之间,保证成型瓶盖表面光滑无瑕疵,同时减少塑料原料的粘附,便于脱模。我们的瓶盖模具能够满足客户对质量和效率的双重要求。浙江30口瓶盖模具哪家好
我们的瓶盖模具设计理念以用户体验为中心,追求完美。上海油瓶瓶盖模具批发厂家
在保证模具质量与性能的前提下,合理控制成本是企业提升竞争力的重要环节。模具设计阶段需优化结构,减少不必要的复杂部件,降低加工难度与材料消耗,例如采用标准化导柱、顶针等配件,避免定制化加工带来的成本增加;模具材料选择需兼顾性能与经济性,对于批量小、要求不高的模具,可选用性价比更高的预硬态钢材,而非昂贵的高速钢;模具加工过程中需提高生产效率,采用高精度数控机床、自动化生产线等设备,减少人工成本与加工误差,同时合理安排生产计划,避免模具闲置浪费,提升设备利用率。上海油瓶瓶盖模具批发厂家

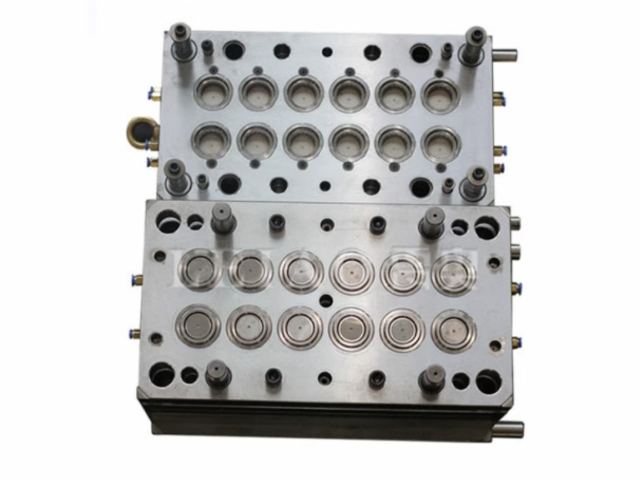
冷却系统是塑料瓶盖模具实现高效生产的关键,直接影响瓶盖成型周期与尺寸稳定性。模具冷却系统通常采用均匀分布的冷却水路,围绕型腔与型芯布置,通过循环流动的冷却水带走塑料成型过程中释放的热量,加速塑料冷却定型。水路设计需遵循 “均匀、高效” 原则,相邻水路间距一般控制在 20-30mm,确保型腔内各区域温度均匀,避免因冷却不均导致瓶盖出现收缩变形、翘曲等问题。对于薄壁瓶盖,可采用直径较小的冷却水管,提升冷却速度;对于带复杂结构的瓶盖,需针对性设计异形水路,确保特殊部位充分冷却,将成型周期控制在 10-20 秒内,满足高速生产需求。台州市黄岩华锐模塑有限公司的瓶盖模具适合各种生产线使用。45口瓶盖模具...
- 上海油瓶瓶盖模具批发厂家 2025-12-23
- 山东32腔瓶盖模具批发厂家 2025-12-23
- 上海8腔瓶盖模具价格 2025-12-22
- 湖北气封瓶盖模具哪家好 2025-12-22
- 河南瓶盖模具厂家 2025-12-22
- 江西32腔瓶盖模具 2025-12-22
- 浙江矿泉水瓶盖模具哪家好 2025-12-21
- 江西气封瓶盖模具批发厂家 2025-12-21
- 河南8腔瓶盖模具 2025-12-20
- 山东化妆品瓶盖模具定制厂家 2025-12-20
- 瓶盖模具价格 2025-12-18
- 上海化妆品瓶盖模具生产厂家 2025-12-17
- 江苏化妆品瓶盖模具定制厂家 2025-12-16
- 浙江30口瓶盖模具厂家 2025-12-16
- 8腔瓶盖模具批发厂家 2025-12-16
- 江苏矿泉水瓶盖模具厂家 2025-12-15

- 上海8腔瓶盖模具价格 12-22
- 湖北气封瓶盖模具哪家好 12-22
- 路桥区矿泉水管坯模具 12-22
- 河南瓶盖模具厂家 12-22
- 江西32腔瓶盖模具 12-22
- 浙江矿泉水瓶盖模具哪家好 12-21
- 台州45口管坯模具 12-21
- 江西气封瓶盖模具批发厂家 12-21
- 天台气封管坯模具 12-21
- 临海油瓶管坯模具批发厂家 12-21