- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
正常运行时,过滤系统失效,密封污染:在干气密封现场运行中可能出现密封气严重带液,超出过滤器处理能力;过滤器堵塞后未及时切换,造成滤芯破损;气源中含大量的细粉,其粒度小于过滤器的精度,超出了过滤器的处理能力,但总量大,对密封及系统均会造成影响等情况导致过滤系统失效,从而污染密封导致失效。因此,要定期检查和清理过滤器,确保过滤器完好,达到过滤精度的要求,一般密封气的过滤精度应达到3um以下。机组原因造成的密封失效:因机组故障,产生强烈振动,振动过大,并超出了密封能够承受的范围,引发密封损坏。因此,平常应加强机组的运行维护保养,特别是加强机组运行振动状态监测,防止因机组振动过大导致干气密失效。许多企业通过实施干气密闭技术实现了零泄漏目标,为环境保护贡献了一份力量。深圳换热器干气密封用途

什么是压缩机的“干气”密封?干气密封是一种新型的无接触轴封,由它来密封旋转机器中的气体或液体介质。与其它密封相比,干气密封具有泄漏量少,磨损小,寿命长,能耗低,操作简单可靠,维修量低,被密封的流体不受油污染等特点。因此,在压缩机应用领域,干气密封正逐渐替代浮环密封、迷宫密封和油润滑机械密封。干气密封使用的可靠性和经济性已经被许多工程应用实例所证实。干气密封:干运转、气体润滑、非接触式机械端面密封简称为干气密封。广西进口干气密封批发对于易燃易爆介质,使用干气密闭可以降低事故发生风险,确保操作安全。

激光刻槽参数对动压槽加工的影响:① 激光功率的影响,现有的激光刻槽的功率一般在几十瓦到几百瓦之间。试验研究表明,扫描遍数相同时,功率越大,槽越深;同一功率,扫描遍数越多,槽越深;遍数在 5~10 时,槽深的变化较缓慢。② 扫描速度的影响,不同的材料,打标速度由打标步长与步长时间来确定;跳跃速度由跳跃步长与步长时间确定。跳跃速度比打标速度高,因跳跃通过的时间越短越好。一般情况下,扫描遍数相同,速度越快,槽越浅;同一速度,扫描遍数越多,槽越深;速度越快不同扫描遍数的槽深差距越小。
影响气膜刚度的螺旋槽的结构参数主要有槽深、螺旋角、槽数、槽宽与堰宽比、槽长与坝长比等,需用专门使用软件进行优化设计。而影响气膜刚度的工艺参数主要有以下几类:1.缓冲气粘度,密封气粘度的大小对气膜刚度的影响比较大,粘度越大、动压效应越强、气膜刚度也就越大。2.密封气温度,在不同温度下,气体的粘度是不一样的;温度越高、粘度越大、气膜刚度越大。3.密封转速,转速越高,动压效应越强、气膜刚度越大。在理想状态下(即不考虑密封加工精度和安装精度的影响),干气密封的转速越高、其稳定性越好,而不受机械密封PV值的限制,因此干气密封特别适合高速运转下使用。4.密封端面的直径大小,在同一转速下,密封直径越大线速度越高,气膜刚度越大。5.缓冲气的压力,缓冲气压力对气膜刚度的影响较小,一般来说,压力越高,气膜刚度略有增大。在全球追求环保与效率的大背景下,干气密封技术将继续成为各行各业的重要支持力量。

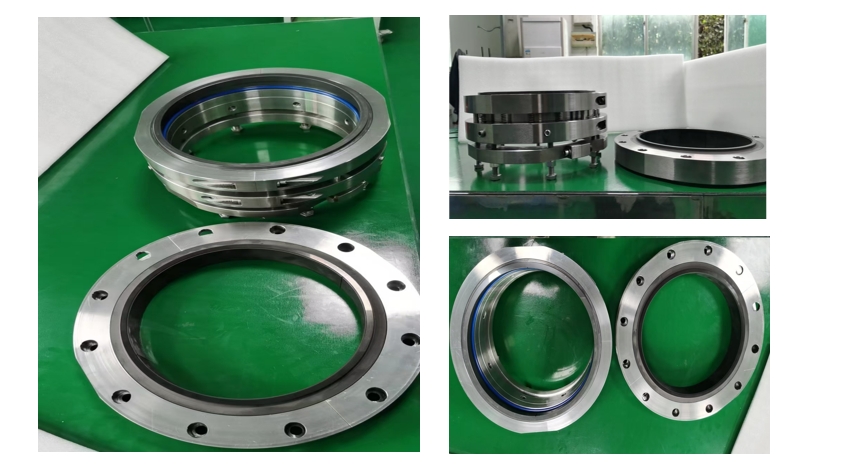
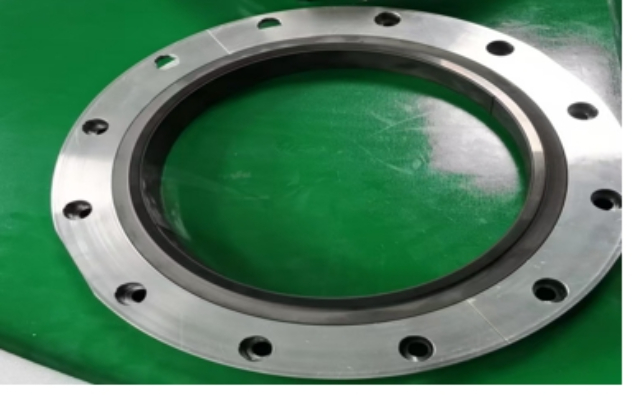
干气密封,干气密封是一种新型的非接触轴封,于20世纪70年代中期由美国的约翰·克兰密封公司研制开发,较早应用于离心式压缩机上。与其他密封相比,干气密封具有泄漏量少、摩擦磨损小、寿命长、能耗低、操作简单、密封稳定性和可靠性明显提高、维修量低、被密封的流体不受油污染等特点。为干气密封结构示意,干气密封与机械密封在结构上并无太大区别,也有动环、静环、弹簧等组成,不同之处在于其动环端面开有气体动压槽。动环密封面分为两个功能区,即外区域和内区。如图2所示,外区域由动压槽和密封堰组成,内区域又称密封坝,是指动环的平面部分。新型数字化工具使得干气密闭设计更加精确,从而提升了整体工艺水平与竞争力。重庆泵用干气密封标准
许多企业通过采用干气密封技术实现了设备的无故障运行,明显提高了生产效率。深圳换热器干气密封用途
干气体密封结构:1—动环;2—静环;3—弹簧;4,5,8—0形密封环;6—转轴;7—组装套。动、静环工作时受力情况示意:①为动、静环间隙,根据不同密封形式,3~10μm左右,②为动环内螺旋槽,深度一般为0.0025~0.07mm,高压气由环的外侧进入螺旋槽内形成密封气动压力④,流动至密封堰⑤时受阻,气体压力升至较高值,然后迅速降低⑥,并使静环离开动环一个微小间隙,该间隙的大小是弹簧力⑦、介质气体压力⑧以及动静环间隙中密封气压力平衡的结果,并维持动、静环一个合适的间隙值。深圳换热器干气密封用途

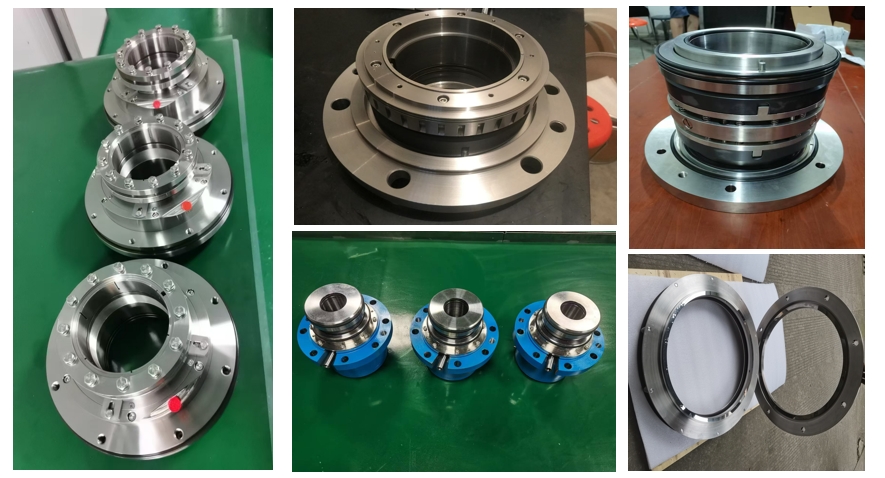
由于密封液和介质均属易汽化物质,并且介质中含有很多杂质,对普通机械密封容易产生负面影响,根据该泵的工艺参数以及实际工况的特点,提出以下两点改造方案:(1)为克服介质易挥发造成机械密封端面干摩擦,主体密封采用干气密封,密封型式选择TM11A型干气密封,从而不受介质汽化的影响,同时通过主密封气体的过滤控制,使得干气密封的端面接触的是干净气体。(2)为使介质的杂质不影响干气密封的正常工作,采用了前置缓冲液进行冲洗,为使结构简单,直接利用泵出口过滤后的干净介质作为缓冲液,同时在泵介质与密封缓冲液之间增加一道螺旋密封,以阻隔杂质不进入缓冲液,保护干气密封正常工作。干气密封的性能直接影响到整个系统的运行效...
- 天津换热器干气密封定制 2026-03-07
- 北京耐油干气密封价格 2026-03-07
- 四川压缩机干气密封怎么样 2026-03-05
- 湖南防水干气密封原理 2026-03-05
- 贵州集装式干气密封市价 2026-03-04
- 云南干气密封类型 2026-03-03
- 广东原装干气密封市价 2026-03-02
- 海南釜用干气密封行价 2026-03-02
- 湖南泵用干气密封制造商 2026-03-01
- 广西耐油干气密封行价 2026-02-28



- 甘肃压缩机干气密封价位 2026-02-25
- 天津机械干气密封行价 2026-02-25
- 福建耐油干气密封市价 2026-02-24
- 陕西串联式干气密封 2026-02-14
- 河南进口干气密封怎么样 2026-02-13
- 云南防水干气密封制造商 2026-02-13

- 山东双剖分式机械密封哪家好 03-09
- 北京锚框式搅拌器机械密封市价 03-08
- 集装式搅拌器机械密封参考价 03-08
- 山西全剖分式机械密封批发价格 03-08
- 山东双剖分式机械密封厂商 03-07
- 天津换热器干气密封定制 03-07
- 北京耐油干气密封价格 03-07
- 重庆剖分式机械密封现货直发 03-06
- 四川反应釜用剖分式机械密封现货直发 03-06
- 山西不锈钢搅拌器机械密封厂商 03-06