- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
技术发展趋势:随着智能制造技术的发展,剖分式机械密封正朝着智能化方向演进:自诊断系统:集成压力、温度、振动传感器,实现故障预判;自适应调节:采用磁流变液弹性元件,动态补偿轴向位移;数字孪生:建立密封运行三维模型,优化冲洗方案;材料创新:开发纳米涂层技术,使密封面硬度提升至120HRA;某研究机构开发的智能剖分式密封,通过机器学习算法分析运行数据,成功将计划外停机时间减少65%,维护成本降低40%。剖分式机械密封的安装质量直接决定其使用寿命和运行可靠性。通过严格遵循设计规范、实施标准化作业流程、建立预防性维护体系,可明显提升密封性能。未来随着新材料、新技术的不断应用,剖分式机械密封将在极端工况密封领域展现更大价值,为工业设备的安全高效运行提供有力保障。适用于真空工况,通过优化结构设计防止空气泄漏。四川反应釜用剖分式机械密封现货直发

密封可靠性更高,减少突发泄漏风险。剖分式密封的剖分面经过精密加工与多重密封设计,其密封性能与整体式密封相当,甚至在部分工况下更优。例如,在存在轻微轴跳动的设备中,剖分式密封的弹性补偿机构可通过自适应调整,更好地贴合端面,减少泄漏;而传统整体式密封若轴跳动过大,易导致端面贴合不良,引发泄漏。此外,剖分式密封的拆装过程简单,可减少因安装失误(如密封端面划伤、密封圈损坏)导致的泄漏风险,提高设备运行的稳定性。四川反应釜用剖分式机械密封现货直发安装时无需拆卸轴承或联轴器,直接套入轴上,操作便捷高效。
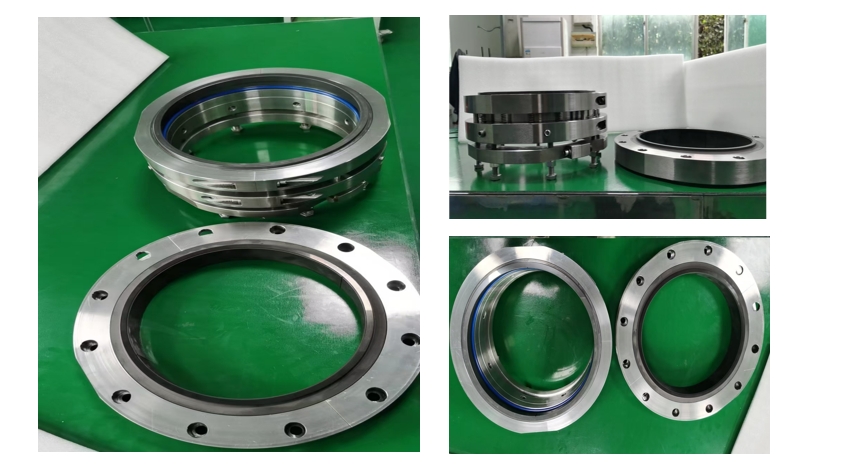
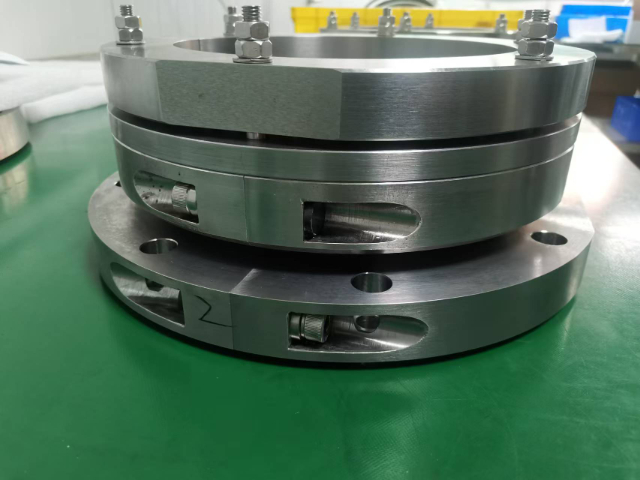
安装注意事项:动静环安装:将动环组件套在轴套上,调整轴向位置,确保动静环端面贴合;安装弹簧与推环,保证弹簧压缩量符合设计要求(通常为 5-10mm),避免弹簧力过大或过小;安装静环组件,固定防转销,确保静环无周向转动。密封腔组装:将密封单元装入设备壳体密封腔,均匀拧紧壳体螺栓,避免密封单元偏心;连接辅助系统(如冷却水管、冲洗管),检查管路是否通畅,无泄漏。试运行检查:设备启动前,手动盘车,检查密封是否有卡滞现象;启动设备后,观察密封端面温度(≤80℃,与环境温差≤40℃)与泄漏量(≤10mL/h),运行 1-2 小时无异常后,方可投入正常运行。
启动与运行:1. 监控运行参数:泄漏观察: 初始运行时,允许有极轻微的湿润或滴状泄漏(通常标准是每分钟几滴),这是端面正在“跑合”的正常现象。一段时间后,泄漏应逐渐减少至几乎不可见。如果泄漏量持续过大、呈喷射状或完全无泄漏(可能已干磨),都必须立即停机检查。温度与振动: 密切关注设备轴承箱温度和振动值。异常的温升或振动加剧,可能是密封安装不良导致对中不佳、受力不均的表现。2. 避免剧烈工况变化: 尽量避免设备在短时间内经历剧烈的压力、温度波动或频繁的启停,这些工况会加速密封件的疲劳和老化。剖分式机械密封采用分体设计,无需拆卸设备即可快速安装,大幅缩短停机时间。
密封端面材料:根据介质磨损性与腐蚀性选择,常见组合如下:普通水、油类介质:动环(碳化硅)+ 静环(石墨),成本低,密封效果好;强腐蚀介质(如酸碱):动环(碳化硅)+ 静环(碳化硅),耐蚀性强;高磨损介质(如浆液):动环(硬质合金)+ 静环(碳化硅),耐磨性优异。弹性补偿方式:根据设备振动情况选择,弹簧补偿适用于振动较小的工况(如离心泵);波纹管补偿适用于高温、振动较大的工况(如压缩机),可避免弹簧因高温失效或振动导致的卡滞。辅助系统:根据工况需求选择是否配置冲洗、冷却、润滑系统。例如,高温介质需配置冷却系统,含颗粒介质需配置冲洗系统(如 API Plan 11、Plan 32),以防止密封端面磨损或堵塞。模块化组件设计,动环、静环、弹簧等部件可单独更换,维护成本低。四川反应釜用剖分式机械密封现货直发
剖分式机械密封径向跳动量允许值≤0.5mm,对设备振动有较强耐受性。四川反应釜用剖分式机械密封现货直发
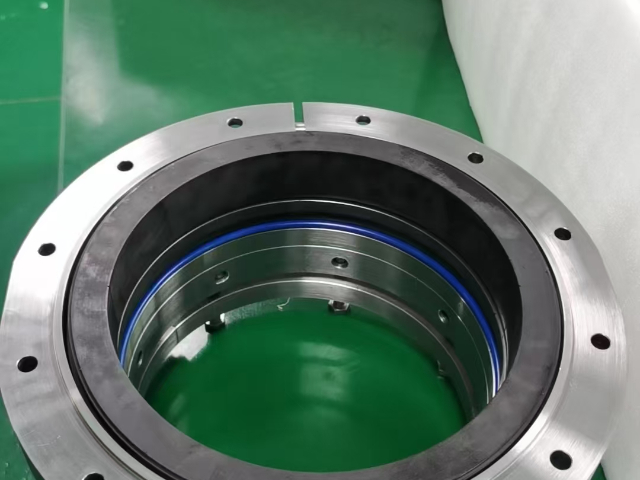
设备运行中的动态密封:润滑膜的形成与维持。当设备启动后,转子带动动环同步旋转,静环保持静止,动静环端面间开始产生相对滑动。此时,介质在端面间会发生两个关键作用:粘性吸附与压力梯度:由于介质具有粘性,会被旋转的动环端面 “带动”,在端面间形成一层极薄(通常为 1-3μm)的流体膜。同时,密封腔内侧的介质压力高于外侧(如大气压力),形成压力梯度,推动介质向外侧泄漏;而流体膜的粘性阻力则会阻碍介质泄漏,当这两种力达到平衡时,介质泄漏量可控制在极低水平(通常≤10mL/h),实现 “动态密封”。四川反应釜用剖分式机械密封现货直发
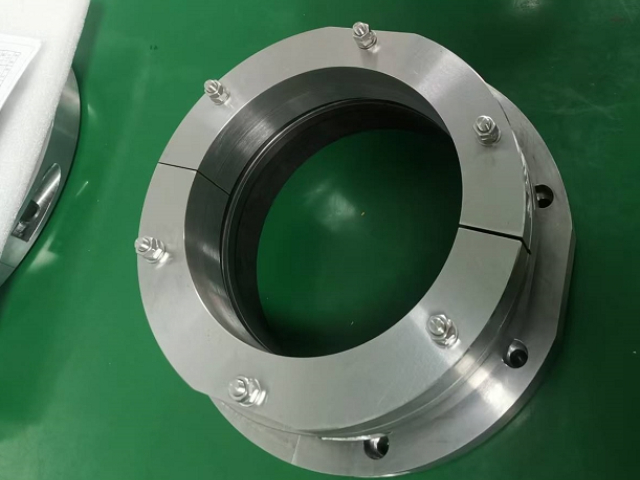
剖分面与辅助密封的密封作用:阻断二次泄漏通道。除了动静环端面的主密封外,剖分式机械密封还需解决两个关键泄漏点:剖分面泄漏与辅助密封泄漏。剖分面的密封:动环、静环、轴套的剖分面在拼接后,会形成微小的缝隙。为防止介质从这些缝隙泄漏,设计上采取了三重保障:一是通过定位销确保剖分面精确对齐,减少缝隙宽度;二是在剖分面之间设置超薄密封垫片(如聚四氟乙烯垫片、金属包覆垫片),利用垫片的压缩变形填充缝隙;三是通过拼接螺栓或卡箍施加足够的压紧力,使剖分面紧密贴合,配合垫片形成有效密封。安装后需进行了气密性测试,泄漏量应≤3mL/h(水介质)。广西单剖分式机械密封市价剖分式机械密封与传统整体式密封的对比优势:与...
- 云南标准型剖分式机械密封工作原理 2026-03-10
- 四川双剖分式机械密封定制 2026-03-10
- 山东双剖分式机械密封哪家好 2026-03-09
- 山西全剖分式机械密封批发价格 2026-03-08
- 山东双剖分式机械密封厂商 2026-03-07
- 重庆剖分式机械密封现货直发 2026-03-06
- 四川反应釜用剖分式机械密封现货直发 2026-03-06
- 四川反应釜用剖分式机械密封型号 2026-03-03
- 山东剖分式机械密封市场价格 2026-02-24
- 福建标准型剖分式机械密封规格 2026-02-14


- 江西釜用剖分式机械密封参考价 2026-02-07
- 湖北单剖分式机械密封现货直发 2026-02-07
- 广东全剖分式机械密封规格 2026-02-06
- 海南双端面剖分式机械密封 2026-02-06
- 云南双端面剖分式机械密封工作原理 2026-02-05
- 贵州单剖分式机械密封 2026-02-05


- 山东双剖分式机械密封哪家好 03-09
- 北京锚框式搅拌器机械密封市价 03-08
- 集装式搅拌器机械密封参考价 03-08
- 山西全剖分式机械密封批发价格 03-08
- 山东双剖分式机械密封厂商 03-07
- 天津换热器干气密封定制 03-07
- 北京耐油干气密封价格 03-07
- 重庆剖分式机械密封现货直发 03-06
- 四川反应釜用剖分式机械密封现货直发 03-06
- 山西不锈钢搅拌器机械密封厂商 03-06