- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
日常维护与故障排查:1. 计划性维护:即使密封没有失效,也应根据设备的重要性、运行时长和工况恶劣程度,制定计划性维护周期,定期检查或更换密封,防患于未然。2. 故障后分析:每次密封失效后,不应简单地一换了之。必须对失效的密封件进行仔细分析,查找根本原因。端面磨损形态: 均匀磨损?偏磨?热点裂纹?O型圈状态: 溶胀?老化?变硬?通过分析结果,判断是选型错误、安装不当、工况突变还是辅助系统(如冲洗、冷却)问题,从而避免同一问题重复发生。安装时需在密封面上涂抹专属润滑脂,减少启动摩擦。单端面剖分式机械密封厂家直销
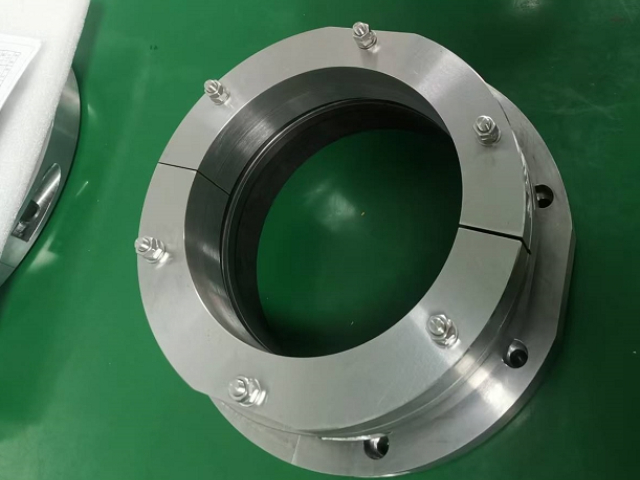
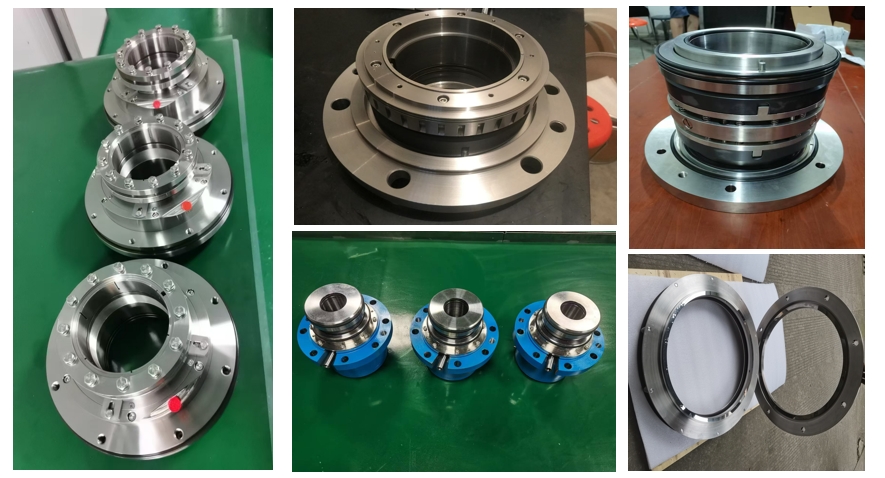
剖分式机械密封的结构通常包括以下几个部分:动环:随轴旋转,一般由耐磨损材料制成。静环:固定不动,与动环接触并形成密封面。弹簧或波纹管:用于提供径向补偿力,确保动环和静环之间的贴合。辅助密封件:包括O型圈、石墨环等,用于防止泄漏路径的形成。这种结构设计使得剖分式机械密封能够适应较大的轴振动和中心偏差,同时也更容易进行安装和维护操作。因此,动静环材料的选择、弹簧力的设计、介质的粘度与压力参数,都需经过精确计算,以确保润滑膜处于 “稳定区”。海南标准型剖分式机械密封价格剖分式机械密封弹簧设计为波纹管结构,抗腐蚀性优于传统螺旋弹簧。
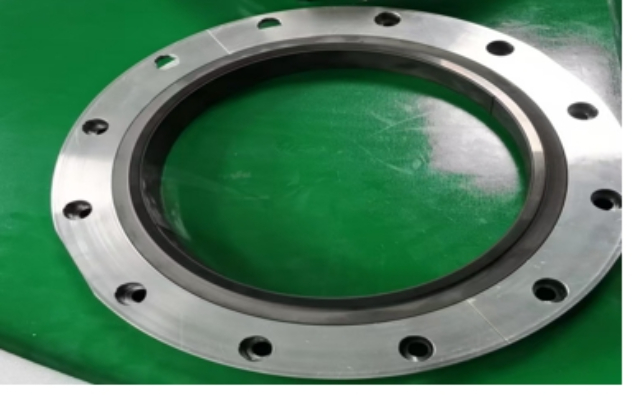
设计原理与结构特性:剖分式机械密封的主要创新在于将密封环、压盖等关键部件设计为可拆分的对开结构,通过球窝对接、围簧箍紧等技术实现快速组装。以双螺杆泵应用为例,其动环组件采用碳化硅材质,洛氏硬度达90-95HRA,配合石墨静环形成耐磨副,在0.05-0.1的摩擦系数范围内实现高效密封。弹簧系统采用5-15N/mm刚度设计,既能补偿轴向窜动,又能适应介质压力波动。密封腔压力分布呈现明显的非均匀性特征:靠近泵轴区域压力约0.5MPa,外周区域可达2MPa。这种压力梯度要求密封结构具备动态补偿能力,剖分式设计通过弹性元件与流体压力的协同作用,确保密封面始终保持0.5-3μm的液膜厚度,既防止干摩擦,又避免泄漏量超标。
结构设计优化:更高效的密封与补偿机制。一方面,剖分结构将从传统的 2-4 瓣剖分向 “多瓣模块化” 方向发展,通过将动环、静环拆分为更多小尺寸模块,降低单瓣部件的重量与体积,进一步简化安装流程,尤其适用于轴径超过 2000mm 的超大型设备。另一方面,弹性补偿机构将融合 “自适应调节” 技术,通过在推环上安装压力传感器与微型执行器,实时监测密封端面的贴合压力,自动调整弹簧压缩量,确保润滑膜始终处于稳定区,避免因工况波动(如介质压力突然升高、轴转速变化)导致的密封失效。在化工、制药、食品等行业广泛应用,满足卫生级密封标准。
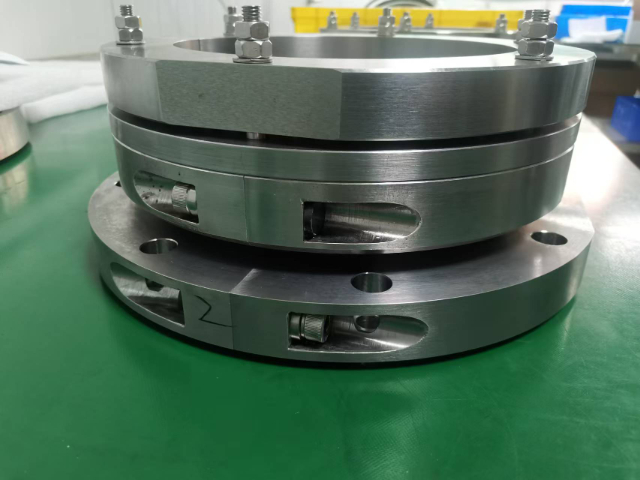
具体可分为以下关键过程:密封端面的贴合:基础密封屏障的建立:当设备启动前,弹性补偿机构中的弹簧会产生预压缩力,通过推环将动环(或静环)推向对方,使动静环的密封端面紧密贴合。此时,端面间的间隙被完全消除,形成头一道密封屏障,阻止介质从端面间隙泄漏。需要注意的是,剖分式结构的特殊性要求剖分面的拼接必须精确 —— 若动环或静环的剖分面存在错位,会导致密封端面出现 “台阶” 或 “缝隙”,即使弹簧力足够,也无法实现有效贴合,进而引发泄漏。因此,剖分面的加工精度(如平面度、平行度)需控制在 0.005mm 以内,拼接后的端面跳动量不超过 0.01mm,这是保证密封效果的前提。双端面剖分式密封可隔离危险介质,保障操作人员安全。单端面剖分式机械密封厂家直销
密封环由碳化硅、陶瓷等耐磨材料制成,适应高温、高压及腐蚀性介质环境。单端面剖分式机械密封厂家直销
在恶劣工况面前,剖分式机械密封展现出顽强的耐受力。在一些高温高压的生产线上,介质具有强烈的腐蚀性,同时伴随着剧烈的温度波动和压力脉冲。普通的橡胶圈或其他弹性材料制成的辅助密封件很容易在这些极端条件下老化变质、失去弹性,进而丧失密封功能。剖分式机械密封针对此类难题进行了专项攻关,选用特种合金钢制作坚硬耐磨的主密封环,并在副密封处采用高性能的石墨复合材料或先进的填料函结构,既能抵御化学侵蚀,又能承受高温炙烤和高压冲击,宛如一位身披重甲的勇士,坚守岗位,确保危险物质丝毫无处遁形,牢牢捍卫着工厂的安全底线。单端面剖分式机械密封厂家直销
剖分面与辅助密封的密封作用:阻断二次泄漏通道。除了动静环端面的主密封外,剖分式机械密封还需解决两个关键泄漏点:剖分面泄漏与辅助密封泄漏。剖分面的密封:动环、静环、轴套的剖分面在拼接后,会形成微小的缝隙。为防止介质从这些缝隙泄漏,设计上采取了三重保障:一是通过定位销确保剖分面精确对齐,减少缝隙宽度;二是在剖分面之间设置超薄密封垫片(如聚四氟乙烯垫片、金属包覆垫片),利用垫片的压缩变形填充缝隙;三是通过拼接螺栓或卡箍施加足够的压紧力,使剖分面紧密贴合,配合垫片形成有效密封。安装后需进行了气密性测试,泄漏量应≤3mL/h(水介质)。广西单剖分式机械密封市价剖分式机械密封与传统整体式密封的对比优势:与...
- 云南标准型剖分式机械密封工作原理 2026-03-10
- 四川双剖分式机械密封定制 2026-03-10
- 山东双剖分式机械密封哪家好 2026-03-09
- 山西全剖分式机械密封批发价格 2026-03-08
- 山东双剖分式机械密封厂商 2026-03-07
- 重庆剖分式机械密封现货直发 2026-03-06
- 四川反应釜用剖分式机械密封现货直发 2026-03-06
- 四川反应釜用剖分式机械密封型号 2026-03-03
- 山东剖分式机械密封市场价格 2026-02-24
- 福建标准型剖分式机械密封规格 2026-02-14


- 江西釜用剖分式机械密封参考价 2026-02-07
- 湖北单剖分式机械密封现货直发 2026-02-07
- 广东全剖分式机械密封规格 2026-02-06
- 海南双端面剖分式机械密封 2026-02-06
- 云南双端面剖分式机械密封工作原理 2026-02-05
- 贵州单剖分式机械密封 2026-02-05


- 山东双剖分式机械密封哪家好 03-09
- 北京锚框式搅拌器机械密封市价 03-08
- 集装式搅拌器机械密封参考价 03-08
- 山西全剖分式机械密封批发价格 03-08
- 山东双剖分式机械密封厂商 03-07
- 天津换热器干气密封定制 03-07
- 北京耐油干气密封价格 03-07
- 重庆剖分式机械密封现货直发 03-06
- 四川反应釜用剖分式机械密封现货直发 03-06
- 山西不锈钢搅拌器机械密封厂商 03-06