- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试液压夹具能完成手动夹具无法完成的支撑、夹紧和快速释放。山东内涨夹具液压夹具
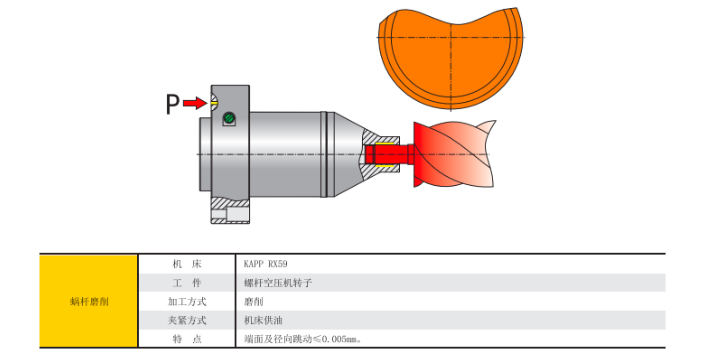
车床液压卡盘作为机械加工行业中的重要工具,在各种加工过程中扮演着不可或缺的角色。本文将深入探讨车床液压卡盘的作用、优势以及为什么它被***运用于工业领域。我们将详细介绍液压卡盘的工作原理、结构和类型,以帮助读者***了解这个关键设备。***部分:什么是车床液压卡盘车床液压卡盘是一种用于**工件的装置,主要应用于机械加工中心和车床等加工设备中。它由液压系统驱动,通过液压压力实现强力**,确保工件在加工过程中保持稳定的位置。第二部分:液压卡盘的工作原理液压卡盘利用液压动力,通过液压缸产生的压力来推动**装置将工件固定在合适的位置。当液压缸压力增大时,**力也会相应增加,确保工件的稳定性。与其他类型的卡盘相比,液压卡盘具有更高的**力和更好的稳定性。长宁区组合液压夹具工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。

加工中心夹具的设计原则及缺陷描述对于加工中心夹鱼而言,其多是直接落工工作合,以下艺安排为依据对工作台的使里加以理解,使且能更好地配合工艺,准确定位工件:夹紧力的大小应调整为比较好状态,夹具本体要具备足够的刚性,这样可以适当弥补加工件设计的刚性缺陷,顺利完成切削工作。值得注意的是,必要时可合理安装防误机构,这是因为盘米零件的槽距离两侧端面和内孔的深度不一,有效避免端面加工时取反而报废丅件[11。通常夹单定位时使用的面会较多接触工件,因此在设计过程中应对常规磨损进行充分考虑,并在加工时能准确快速地更换;或者是在平堂使用中选用特殊的材料,和用淬火笔执外理方式来增加材料硬度塑性,尽量用少的设计费用达到比较好的加工精度要求。一般1台机床拥有2个夹具,每一夹具都可装夹2个工件,并且2个夹具的构成元相同,多是利用手工操作的方式进行工件上下料,并通过液压控制夹具的形式对元件的动作进行执行。在实际执行过程中往往会出现一些问题,尤其是动作顺序不够正确,夹紧丅件时压板油缸的夹紧动作明显落后干夹具辅助支撑的顶出,这样夹紧工具后会出现弯曲变形情况,当工件放松后弹性变形复原,影响铣削平面度的效果。
1.本实用新型涉及夹具技术领域,更具体地说,本实用新型涉及一种防脱的液压夹具。2.液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支撑与夹紧的夹具,目前广泛应用于数控机床,加工中心,自动化生产线等场景,通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具,20世纪50年代,国外开始研究高速机床、专用机床等机械制造产品,但是对于工件的定位、夹紧要求较高,夹具因此应运而生。3.但是在实际使用时,现有的液压夹具在工作时,容易脱离跑偏,会严重影响夹具在工作时的效率,为工作人员带来诸多不便。创新设计,每卓夹具提升工作效率。
液压卡盘夹不紧的原因1.卡盘软爪行程不足。导致夹持不到形成范围之内。解决办法:重新调整卡爪的行程刀夹持工件的位置,例如卡爪往前调或往后调。2.车床切削力过大,转速过高,导致卡盘夹不紧工件;解决办法:重新给车床调整切削参数,适当降低主轴转速和切削力。3.液压卡盘内部有残留物,如铁削等异物影响卡爪行程,导致卡盘夹不紧工件;解决办法:拆卸卡盘,并清洗卡盘内部的残留物,保证卡盘卡爪运行顺畅,同时还需要给卡盘打上润滑油脂,保证卡盘的使用精度和寿命。4.卡盘卡爪的基爪有磨损;解决办法:拆下基爪查看磨损情况,如果磨损严重的及时跟换。5.受拉杆行程控制,例如拉杆松动。解决办法:检查卡盘各个零件是否正常到位。液压夹具的控制箱具有双重保护功能,即控制箱锁定和钥匙开关。闵行区定制液压夹具
控制油缸方向电磁换向阀、限制系统压力溢流阀、控制系统动作顺序阀及减压阀。根据实际需要选择阀门组合。山东内涨夹具液压夹具
液压夹具使用常见问题Q1:应该使用或考虑使用双作用缸吗?即使在有小孔或长管路运行的系统中,双作用缸也能保证及时缩进。如果回复时间至关重要,则必须使用双作用缸(如在某些CNC控制系统中)。对于在60bar(6MPa)情况下运行的系统,建议使用双作用缸。Q2:如果必须使用单作用缸,需要注意哪些事项?尽可能减少接头(油口)的数量,限制配管的长度和。某些当地购置的接头和软管有极小的孔,而它们会限制流量。使用G1/8或类似尺寸的接头对系统也有这样的影响。在主油路上,这种限制更加明显。这常发生在有许多软管和一些接头上过长的配管会产生很长的油柱。因为油的惯性和回油背压,油在配管和软管中流动时产生的磨擦会减缓响应时间。如果只是单作用弹簧来推动油,则背压就可能足以延缓缸的运作。Q3:油路系统内有杂物,能否避免堵塞?切削后配管必须清洗干净,切削、毛刺、灰尘和其它杂物累积在管道和内置油路内。这些杂物会破坏元件密封,损坏阀的密封面,如果在夹具启动前不清理,则会导致夹具运转没有规律,并减少夹具使用寿命。使用不适合的接头也会导致阻塞和限制。Q4:加工时,切削方向直接对着夹紧元件或在元件内部加工,这有可能吗?需要考虑特殊设计。山东内涨夹具液压夹具
- 普陀区AKIZ液压夹具 2024-07-17
- 普陀区欧美液压夹具 2024-07-17
- 湖南车床液压卡盘液压夹具生产厂家 2024-07-17
- 崇明区螺伞锥齿液压夹具 2024-07-16
- 汽车零部件液压夹具订制价格 2024-07-16
- 奉贤区液压夹具 2024-07-15
- 嘉定区矿山机械液压夹具 2024-07-15
- 欧美液压夹具订制价格 2024-07-14
- 上海液压卡盘夹具液压夹具供应商 2024-07-14
- 普陀区定制液压夹具 2024-07-13
- 上海森泰英格液压夹具 2024-07-13
- 杨浦区万德锐液压夹具 2024-07-13