硬质氧化的原理:单纯硫酸型铝合金硬质阳极氧化原理和普通阳极氧化没有本质区别,如果是混酸型硬质氧化会存在一些附反应。1.阴极反应:4H++4e=2H2↑。2.阳极反应:4OH--4e=2H2O+O2↑。3.铝氧化:阳极上析出的氧呈原子状态,比分子状态的氧更为活泼,更易与铝起反应:2Al+3O→Al2O3。4.氧化于阳极膜溶解的动平衡:氧化膜随着通电时间的增加,电流增大而促使氧化膜增厚。与此同时,由于(Al2O3)的化学性质有两重性,即它在酸性溶液中呈碱性氧化物,在碱性溶液中呈酸性氧化物。无疑在硫酸溶液中氧化膜液发生溶解,只有氧化膜的生成速度大于它的溶解速度,氧化膜才有可能增厚,当溶解速度与生成速度相等时,氧化膜不再增厚。当氧化速度过分大于溶解速度时,铝和铝合金制件表面易生成带粉状的氧化膜。硬质氧化有着不同使用工艺方法。吴中硬质氧化厂

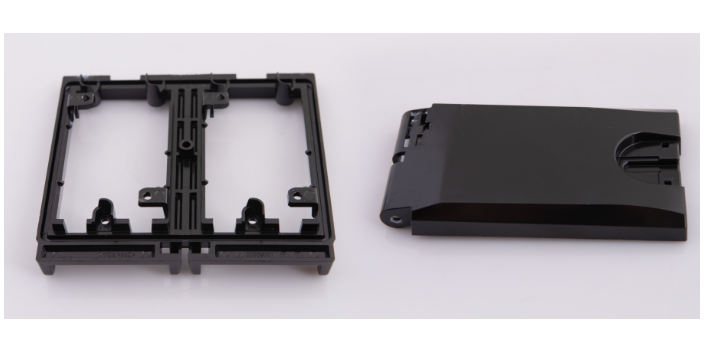
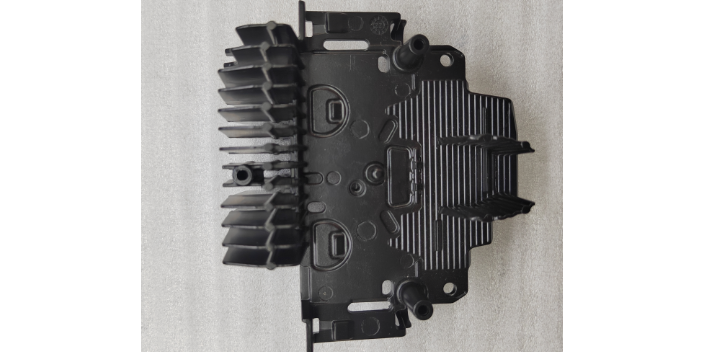
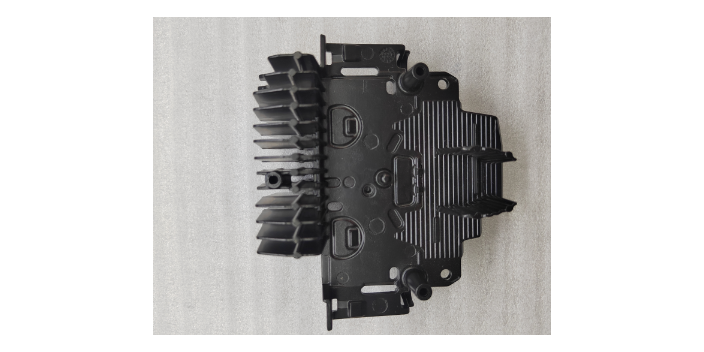
零件硬质阳极氧化表面出现白色斑点说明区域存在明显的腐蚀形貌,不仅有龟裂纹。而且有典型的腐蚀坑。结果表明:被破坏的膜层成分中,含有异常的氯元素,其质量分数高达5.49%。三、宏观检验。使用放大镜和体视显微镜对该连接座的宏观形貌进行观察。连接座表面呈现一片白色斑点区域,在其底部深孔附近也观察到白色斑点区域。仔细观察发现白色斑点区域明显存在类似液体流淌的痕迹特征。为了对连接座进行立体检测,特对该零件中的一个螺纹深孔进行解剖。孔内有发白现象。与基体材料存在一定色差,在孔内底端存在少量疑似腐蚀产物。昆山功能性硬质氧化质量硬质氧化的电解液在-10℃~+5℃左右的温度下电解。

活塞硬质阳极氧化:随着发动机的高功率化,活塞的热应力和机械应力增大。因此,活塞顶部燃烧室周围往往发生龟裂现象(热裂纹),已成为铝合金活塞的重要问题。经实验及使用证明:硬质阳极氧化处理是控制热龟裂非常有效的办法,已成为活塞正规处理方法之一。阳极氧化处理对控制活塞顶部,特别是直喷式燃烧室口部热龟裂很有效,在燃烧使活塞温度升高的时候,燃烧室口部母材部分会产生通常的压缩应力,如果有阳极氧化处理层,那么在阳极氧化处理层附近的母材部分会产生拉伸应力,该拉伸应力有缓和产生在铝母材部分压缩应力的作用。阳极氧化膜层熔点高达2000℃,导热系数小于0.16w/m.k,可使活塞顶部燃烧室承受瞬时高温,并可起绝热作用,具有良好的耐热性、绝缘性和防腐性膜层。
硬质氧化膜的厚度较高,所以如需要进一步加工的铝零件或以后需要装配的零件,应事先留有一定的加工余量,及指定装夹部位。因硬质阳极氧化时,要改变零件尺寸,故在机械加工时,要事先预测,氧化膜的可能厚度和尺寸公差,而后在确定阳极氧化前的零件实际尺寸,以便处理后,符合规定的公差范围。一般来说,零件增加的尺寸大致为生成氧化膜厚度的一半左右。硬质阳极氧化的零件在氧化过程中,要承受很高的电压和较高的电流,一定要使夹具和零件能保持极良好的接触,否则将因接触不良而造成击穿或烧伤零件接触部位的毛病。所以要求对不同形状的零件,以及零件氧化后的具体要求来设计和制造夹具。因硬质氧化膜的厚度较高,所以如需要进一步加工的铝零件,应事先留有一定的加工余量。

常温铝硬质阳极氧化又叫普通氧化,膜厚一般在5-15微米,硬度200-400HV。低温氧化一般用于硬质氧化,硬质氧化的特点。1:色泽膜层呈灰.褐.墨绿至黑色,与材料成分和工艺有关,而且温度愈低,膜层愈厚色泽愈深。2:硬度氧化膜硬度极高,在纯铝上HV=1200-1500,在合金铝上硬度明显降低。HV=400-800.由于微孔可吸附润滑剂,故可提高耐磨能力。3:厚度膜层较高可达到250微米,所以又称为厚膜氧化。4:腐蚀具有极高的耐腐蚀能力,尤其在工业大气和海洋性气候中有好的耐腐蚀性能。5:绝缘与绝热性硬质膜电阻大,膜层100微米,可耐2000伏以上,熔点达2050摄氏度,导热系数低至67KW/(M.K),是极好的耐热材料。6:结合力与机体结合十分强固。由于铝硬质阳极氧化的特性,故应用的地方很多。主要用于耐热,耐磨,绝缘性能要求很高的铝制零件,如活塞,汽缸,轴承,水电设备叶轮等。硬质阳极氧化膜一般要求厚度为25-150um。张家港高光硬质氧化生产
硬质阳极氧化的零件在氧化过程中,要承受很高的电压和较高的电流。吴中硬质氧化厂
注意铝硬质氧化一定不要先放硫酸再放水,因为浓硫酸与水会产生高热,这样水会炸沸的很危险。其试验数据的分散性比较大,又缺少国内其他单位数据的比较佐证,因此还需要进一步完善设备,争取更多的单位参加试验工作,才可能做出正确的判断。溶液的量已能淹没过零件为准。铝硬质氧化硬铝周围膜白、厚、硬度小,电流密度太低,电压升高得慢,虽发热量减少,但我们硬质氧化的膜层受到硫酸的化学溶解时间较长,所以硬度较低。铝硬质氧化和普通阳极氧化技术非常重要,概括了硬质膜的特点、应该范围、以及硬质膜的生长条件,对硬质膜与普通阳极氧化膜进行比较,并对几种常见的硬质阳极氧化工艺进行介绍。铝硬质氧化阳极氧化膜厚不足,解决的办法是检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范之,若无异常,可适当延长氧化时间,保证膜厚达标。吴中硬质氧化厂