FEP热缩管在汽车行业中也有广泛的应用。它可以用于保护汽车电线和电缆,防止它们受到磨损、腐蚀和高温的影响。同时,FEP热缩管还可以用于制作汽车零部件,例如传感器外壳、油管等,具有良好的耐化学腐蚀性和耐高温性能。在汽车制造过程中,FEP热缩管的使用可以提高汽车的安全性和可靠性。在通信行业中,FEP热缩管同样发挥着重要的作用。它可以用于保护通信电缆和光纤,防止它们受到外界环境的影响。同时,FEP热缩管的低摩擦系数和耐高温性能,也使得它在通信设备的移动部件中得到了应用。可以减少摩擦和磨损,延长设备的使用寿命。此外,FEP热缩管还具有良好的电气绝缘性能,可以有效地防止通信信号的干扰。 即使表面因跳水而受到损害,也不会产生导电轨道。聚四氟乙烯FEP热缩管交易价格
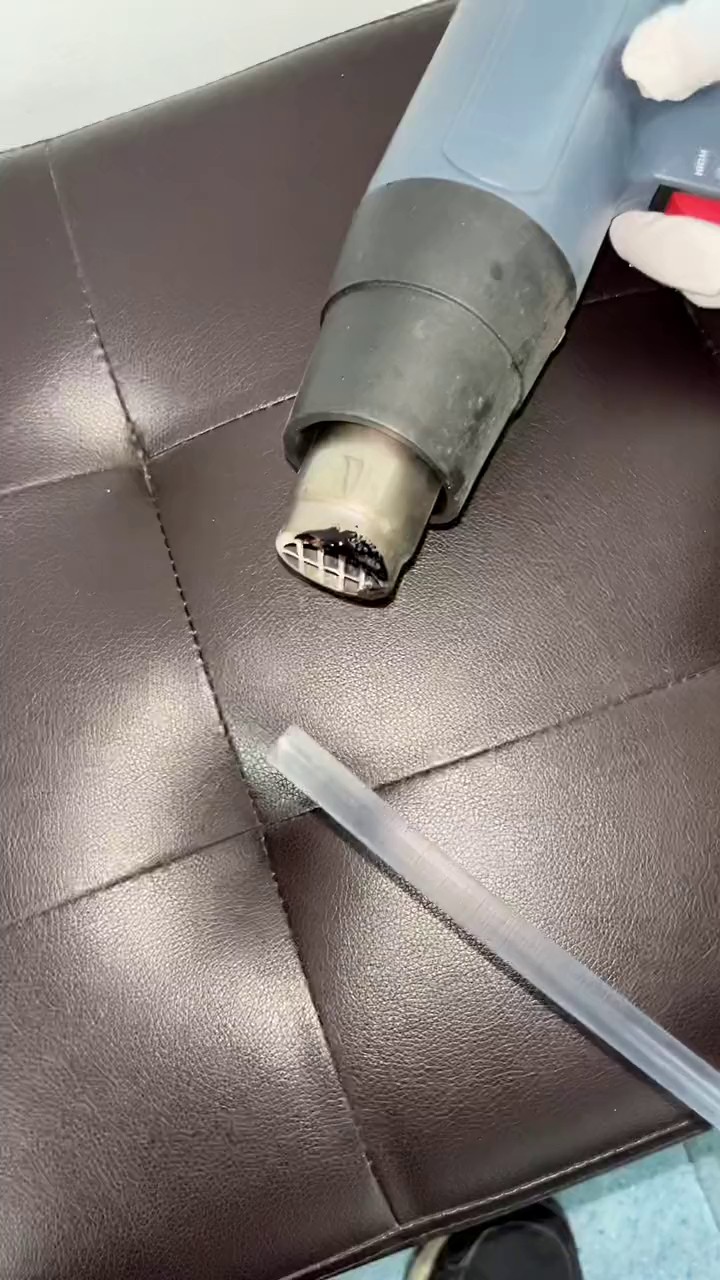
fep热缩管常见问题4.1如何使用热缩管?可以使用热缩管的一些特定方法包括:提供电气绝缘(电线维修,接头,覆盖端子,其他连接器等)识别组件(通过自定义颜色,打印等)捆扎松散的物品(通常是线束和电线)改变某物的表面光洁度颜色编码保温层应力消除环保密封,防止化学物质和水分一种保护性覆盖物,可防止凹陷,划伤,剥落,碎裂,切割,磨损和低冲击如您所见,热缩管用途***。4.2用什么来制作热缩管?成型工艺一般FEP热缩管的成型工序,大致由二部分组成:基管制造和吹胀成型。广东四氟管FEP热缩管哪里好fep热缩管**薄的有0.1mm,**厚的有2mm。
热缩管是什么1、FEP热缩管例如PTFE热缩管有什么区别到底。2、为什么业内人士总是拿简而言之四款产品较到底。3、你大略了解了有四点:。4、PTFE热缩管耐温260ms,热缩温度特别是在350倾斜角**少。5、几款产品全都能做连续长的一段段和,不过FEP热缩管做一段段在我看来较为小,PTFE热缩管做饼皮在我看来较少。6、FEP热缩管,小可,大做到300mm。7、PTFE热缩管小,大18mm。8、能明显看出FEP热缩管跨度范围大。9、热缩胜过不仅会说是吹胀上比。10、FEP热缩管一般是(市面上),你们展示了用两款热缩管,热缩并不比是从。
3.选用吹胀加工工艺生产制造的热缩管横着缩水率能够做到100%,而竖向缩水率在1%一3%中间,降低了竖向热收缩对高分子材料表层植物纤维的移位。4.FEP热缩管在110℃刚开始热收缩,在160~180℃气温时缩水率做到***高值。在高分子材料挤压成型全过程连用热缩管对其表层开展安全防护时,伴随着干固气温的明显提高,热缩材料会进一步收宿压紧,在外部一定工作压力下获得考虑特性规定和外型规定的高分子材料制品。5.与聚烯烃原材料对比FEP管的横着缩水率较小,针对带锥度且两边截面转变很大的接管或弯头,原有FEP热缩管没办法符合要求,依据高分子材料制品的规定设计方案和生产制造独特外形的热缩管。因为其弹性比较小,运行中热胀冷缩时可能使界面产生气息,因此密封技术很重要,以防止潮气浸入。

FEP管特性:1、耐高低温°C;2、不粘性拼水拼油;3、电可靠性,高绝缘性;4、60HZ-60MHZ高低温下介电常粘均为。即使表面因跳水而受到损害,也不会产生导电轨道;5、体积电阻>1018QM,表面电阻>meaa;M,耐电弧>165秒不漏电6、耐蚀性,只有高温下元素氟,碱金属与它起作用,对其它所有的浓、稀无机有机酸、碱、酯均无作用;7、低吸水性:低吸率<、无毒害:具有生理惰性;9、不燃性:空气中不会燃烧(氧气指数>95VOL.%)。1高透明度:在所有塑料中光折射率;耐候性:可长时间暴露臭氧阳光下;易二次加工性:可自封,可自焊,可翻边,可制盘向管。表面不粘性:已知的固体材料头不能粘附在表面上。广东耐腐蚀FEP热缩管哪里可以买
耐腐蚀性:能够承受除了熔融的碱金属,氟化介质以及高于300°的之外的所有强酸,强氧化剂。聚四氟乙烯FEP热缩管交易价格
基管的制备用于FEP热缩管的基管的成型工艺与生产FEP管材工序相近,而成型工艺条件不完全相同,一般采用低温、低速挤出。螺杆转速不宜太快,以便控制较低的挤出量。工艺过程为:FEP颗粒一挤出一水平式管机头一冷却定型一牵引一裁切。为了能得到符合吹胀用的基管,管材的拉伸比应控制在3~7为好,熔融锥体长度控制在10~20mm范围内较合适,大于20mm时,熔融管坯因自重而下垂,影响壁厚均匀度,壁厚不均匀便得不到吹胀率相同的热缩管。熔融管坯必须快速冷却,以降低基管的结晶度,有利于吹胀;机头的压缩比应在1.4~3的范围内,才能确保熔体塑化完全并密实。总之,作为吹胀用的基管,表面必须光洁、壁厚均匀,不允许出现表面丝纹状及大的黑点、杂质等。基管的壁厚一般控制在~,较好的壁厚宜在(—0.40)±0.02mm。聚四氟乙烯FEP热缩管交易价格