电机同步转子分析仪在转子参数检测中展现出强大的灵活性,其“自动+手动”双模式测量转子交流阻抗的设计,完美适配不同场景需求。自动模式下,设备可按照预设程序,在0-500Hz频率范围内自动扫描,每秒采集20组数据,快速生成阻抗-频率特性曲线,清晰呈现转子绕组的谐振点与临界频率,为电机设计优化提供数据支撑;手动模式则允许技术人员手动设定频率点,针对疑似故障区域进行定点复测,深入分析局部绕组的阻抗变化。生成的特性曲线不仅能实时显示在设备屏幕上,还可通过内置算法进行谐波分析,精细识别匝间短路、绕组变形等隐性故障,让转子质量评估从“定性判断”升级为“定量分析”,为电机可靠性提供数据支撑。TDM主轴电机,用于工具机械、汽车、航空航天等多个行业。陕西雕刻主轴电机排名

精工主轴电机以“低噪音、强扭力、高稳定性”的特性,成为对运行环境与加工精度有高要求场景的理想选择。其低噪音设计体现在多方面:转子采用高精度动平衡校正,残余不平衡量≤1g・mm,减少高速运转时的振动噪音;定子绕组采用不等节距绕制,降低电磁噪音,在额定转速下噪音可控制在65分贝以内,优于行业平均的75分贝,适合对车间环境要求高的精密加工车间。同时,其强扭力特性源于优化的电磁设计,启动扭矩可达额定扭矩的2.5倍,能快速克服负载惯性;配合矢量控制技术,转速波动≤±1rpm,即使在负载突变时也能保持稳定运行,确保加工表面粗糙度Ra≤0.8μm。青海OKUMA主轴电机维修精工主轴电机结构紧凑,体积缩小40%,提升机床加工效率。

精工主轴电机支持宽频调速功能,从低速重载到高速轻切无缝切换,满足复杂加工需求。现代制造业的多品种加工对电机调速范围提出更高要求,精工主轴电机采用矢量变频控制技术,调速范围可达1:1000,覆盖50rpm至50000rpm的宽转速区间。在低速重载工况下,通过增强励磁电流实现高扭矩输出,满足粗加工阶段的材料去除需求;切换至高速轻切模式时,自动优化电流波形减少谐波干扰,保证精加工表面质量。调速切换过程中的转速波动小于2%,无冲击过渡,特别适用于模具加工中从型腔粗铣到表面精磨的连续作业,无需更换设备即可完成多工序加工,提升生产流程连贯性。
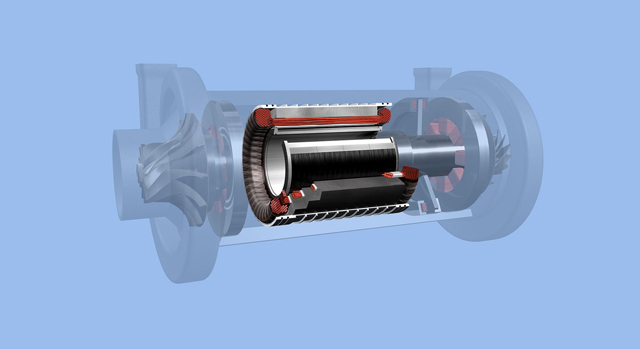
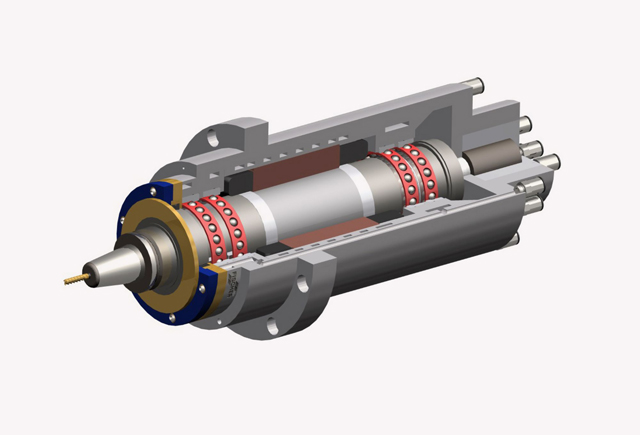
TDM电主轴作为瑞士专业厂家的匠心之作,“高刚性、高转速、高精度”三大特性的背后是深厚的技术积淀。高刚性源于其独特的一体化主轴结构——采用整体锻造的40CrNiMoA合金钢材,经调质处理后硬度达HRC30-35,配合精密过盈配合的轴承组,径向刚性可达200N/μm,在重型切削时不易产生形变。高转速性能则依赖于先进的油雾润滑系统与陶瓷混合轴承,最高转速可达40000rpm,且在高速运行时温升不超过40K,有效避免因过热导致的精度衰减。高精度体现在加工工艺上:主轴轴颈采用超精磨削,圆度误差≤0.5μm,配合德国海德汉光栅尺闭环反馈,定位精度可达±0.001mm,完全满足精密加工对尺寸公差的严苛要求。进口精密主轴电机的快速响应特性,使其在动态应用中表现优异。
雷诺德电主轴提供一站式解决方案,通过配套冷却、润滑等周边产品,大幅降低了客户的系统集成难度。针对不同加工场景,其冷却系统可灵活选配——磨削主轴搭配油冷机,制冷量达5kW,能将主轴温度控制在±1℃;高速铣削主轴则适配气冷装置,通过压缩空气快速带走热量,避免工件热变形。润滑系统采用欧洲进口的长效润滑脂,配合自动注脂装置,可根据主轴转速自动调节注脂量(如30000rpm时每8小时注脂一次),减少人工维护成本。此外,雷诺德还提供主轴防护罩、刀具夹持系统等配件,所有周边产品均与主轴进行过匹配测试,确保兼容性——例如防护罩的防尘等级达IP67,可完全抵御切削液侵入,避免主轴内部污染。这种“主轴+周边”的一体化方案,让客户无需担忧系统匹配问题,实现“开箱即用”的便捷体验。日本精工主轴电机凭借其先进的技术,持续带领全球电机行业的发展趋势。吉林大隈电机价格
进口精密主轴电机的高转矩特性使其成为各种自动化设备的理想选择。陕西雕刻主轴电机排名
精密主轴电机因长期在高转速、高精度环境下运行,其故障往往与轴承、电气系统、冷却润滑等关键部件的损耗或异常相关。以下是常见故障类型、成因及针对性解决办法:精密主轴的轴承(如角接触球轴承、陶瓷轴承)是关键易损件,故障直接影响旋转精度和稳定性。1. 轴承异响 / 振动异常现象:运行时出现高频 “嗡嗡” 声或不规则振动,振动加速度超过 10m/s²(正常应≤5m/s²),转速越高噪音越明显。成因:润滑不足或润滑剂老化(油脂干涸、混入杂质);轴承滚道 / 滚珠磨损(如剥落、点蚀),或安装时轴承受力不均(如过盈量过大);转子动平衡失效(如刀具夹持偏心,跳动量>0.005mm)。解决办法:拆解主轴,清理旧润滑剂,更换匹配型号的润滑脂(如高速主轴用聚脲基脂,粘度 ISO VG22),注油量控制在轴承腔的 1/3-1/2;用千分表检测轴承径向 / 轴向间隙,若超过手册阈值(如径向间隙>0.002mm),直接更换同型号精密轴承(需保证安装过盈量符合要求,通常为 0.001-0.003mm);重新校准转子动平衡,确保刀具夹持跳动≤0.002mm,必要时更换磨损的夹头(如 ER 夹头)。陕西雕刻主轴电机排名
电机同步转子分析仪在操作便捷性上做了深度优化,大屏幕中文菜单与完善的数据处理功能明显提升了检测效率。...
【详情】随着机器人技术的发展,永磁电机凭借其独特优势成为机器人动力系统的重要部件。永磁电机采用永磁体产生磁场...
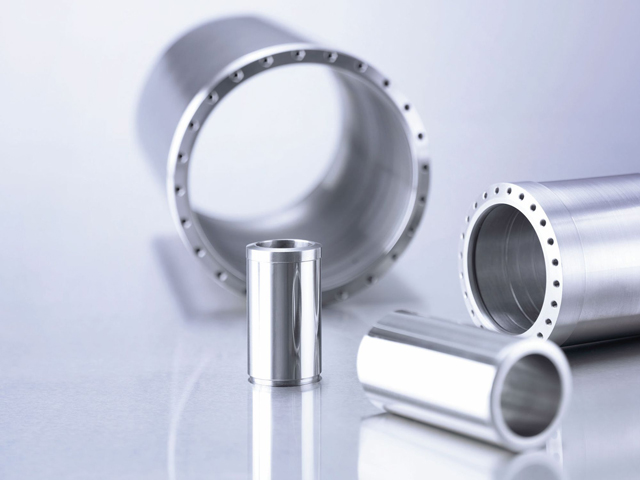
【详情】结构特点高精度轴承:采用高精度的滚动轴承或静压轴承,如陶瓷轴承,以减少摩擦和振动,提高旋转精度和稳定...
【详情】精工主轴电机采用稀土永磁材料,在相同功率下的体积缩减20%,节省设备安装空间。电机功率密度是设备小型...
【详情】TDM电主轴以强大的功率与扭矩输出,成为金属加工等行业的主要动力源。其功率覆盖范围广,从5kW到10...
【详情】电机同步转子分析仪在操作便捷性上做了深度优化,大屏幕中文菜单与完善的数据处理功能明显提升了检测效率。...
【详情】合理控制运行参数避免长时间在极限转速或满负荷状态下运行,例如,额定转速100,000rpm的主轴,日...
【详情】精工主轴电机的高精密陶瓷球轴承是其实现高精度与长寿命的关键保障。这种轴承采用氧化锆(ZrO₂)陶瓷材...
【详情】TDM电主轴凭借超高的精度与稳定性,成功跻身航天航空、汽车制造等领域,成为精密加工的主要设备。在航天...
【详情】节能电主轴电机,是制造业追求高效与环保的关键动力设备。在结构设计上,它采用优化的电磁设计,通过精确计...
【详情】