 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

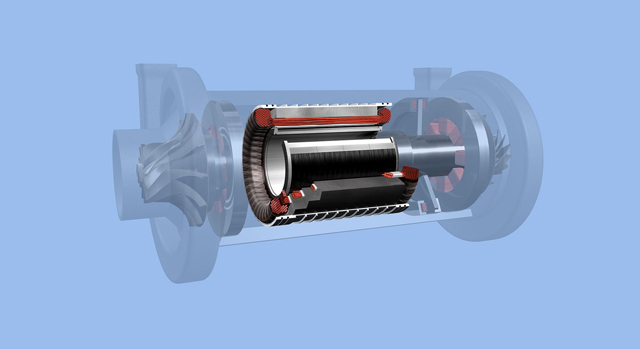
随着机器人技术的发展,永磁电机凭借其独特优势成为机器人动力系统的重要部件。永磁电机采用永磁体产生磁场,相较于传统电机,无需励磁绕组和励磁电流,**简化了结构,降低了能量损耗。这使得永磁电机在机器人应用中展现出明显优势。首先,永磁电机具有高功率密度,能在有限的空间内输出强大的动力。机器人通常需要小巧轻...
电机同步转子分析仪在操作便捷性上做了深度优化,大屏幕中文菜单与完善的数据处理功能明显提升了检测效率。其配备的7英寸高清触摸屏支持多点触控,中文界面清晰呈现检测项目、参数设置、数据曲线等关键信息,操作人员无需专业培训即可快速导航至所需功能。在数据处理方面,设备支持实时显示测量曲线——如阻抗-频率曲线、...
电机同步转子分析仪在操作便捷性上做了深度优化,大屏幕中文菜单与完善的数据处理功能明显提升了检测效率。其配备的7英寸高清触摸屏支持多点触控,中文界面清晰呈现检测项目、参数设置、数据曲线等关键信息,操作人员无需专业培训即可快速导航至所需功能。在数据处理方面,设备支持实时显示测量曲线——如阻抗-频率曲线、...

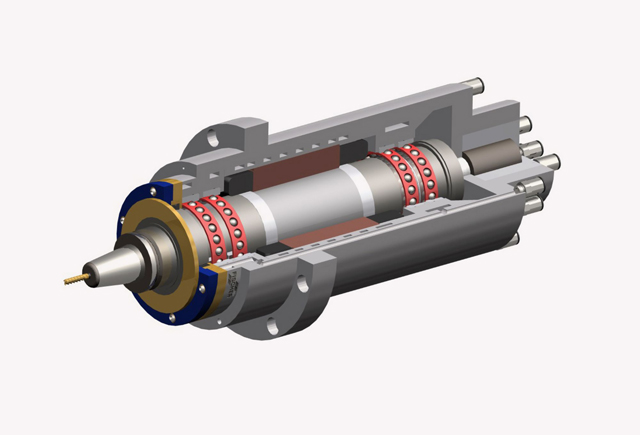
在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细定位的协同作用:转速可稳定维持在15,000-40,000rpm,配合微米级的定位精度,能轻松处理曲面、异形面等复杂铣削工艺。例如,在航空航天零部件加工中,面对钛合金、高温合金等难加工材料,该主轴通过...

工具与环境:保养需使用工具(如扭矩扳手、精密千分表),操作环境需洁净(无尘车间,ISO7级以上),避免杂质污染轴承或轴颈。轴承更换:更换轴承时需记录型号(如SKF7006C/DB)和预紧参数,新轴承需在-10℃以下冷冻1小时后再装配(减少安装应力)。精度校准:保养后需通过激光干涉仪检测主轴定位精度(...

航空航天领域大量使用钛合金、强度高的铝合金等难加工材料,其结构件通常具有尺寸大、结构复杂、精度和可靠性要求极高的特点。加工这类零件,要求电主轴具备强大的切削能力。大功率、高扭矩的输出是高效去除材料的基础;高刚性则可抵抗切削力引起的变形,保证型面精度;良好的热稳定性确保在长时间加工中精度不漂移。此外,...
刀具磨床电主轴维护需比普通电主轴更精细,关键在于防污染、控温度、保平衡:严格控制磨削环境:安装在恒温车间(温度20±1℃,湿度40%-60%),避免粉尘(磨削产生的砂轮灰、金属屑)侵入轴承,可加装高效空气过滤器(过滤精度≥0.3μm)。磨削液需经过精细过滤(精度≤5μm),防止杂质随飞溅进入主轴缝隙...

电主轴在高速运转时,电机损耗和轴承摩擦会产生大量热量,若不能有效控制,将导致主轴热伸长,严重破坏加工精度,甚至损坏内部零件。因此,高效的冷却系统是其稳定运行的关键保障。主要冷却形式包括液冷(水冷/油冷)和风冷。液冷系统通过循环冷却介质(水或主要油液)流经主轴壳体内的螺旋管路或冷却套,直接带走热量,控...

与传统采用外置电机通过皮带、齿轮箱驱动的主轴相比,电主轴展现出多方面的明显优势。首先,在动态性能上,由于转动惯量小、响应快,可实现极高的加速度和减速度,大幅缩短非切削时间。其次,在精度方面,避免了中间传动的误差累积与热变形,能长期稳定保持微米级的径向跳动精度。再者,在可靠性上,结构简化减少了故障点,...

平面磨削电主轴的高精度动平衡通过三级校正工艺实现:首先在出厂前进行转子动平衡(等级G0.4),确保重心偏移≤0.1g・mm/kg;其次通过在线动平衡系统,实时监测并补偿磨削过程中的砂轮不平衡量;采用弹性阻尼支撑,吸收90%以上的高频振动。在轴承套圈端面磨削中,这种设计使振动加速度控制在0.5m/s²...

平面磨削电主轴的高精度动平衡通过三级校正工艺实现:首先在出厂前进行转子动平衡(等级G0.4),确保重心偏移≤0.1g・mm/kg;其次通过在线动平衡系统,实时监测并补偿磨削过程中的砂轮不平衡量;采用弹性阻尼支撑,吸收90%以上的高频振动。在轴承套圈端面磨削中,这种设计使振动加速度控制在0.5m/s²...

电主轴在高速运转时,电机损耗和轴承摩擦会产生大量热量,若不能有效控制,将导致主轴热伸长,严重破坏加工精度,甚至损坏内部零件。因此,高效的冷却系统是其稳定运行的关键保障。主要冷却形式包括液冷(水冷/油冷)和风冷。液冷系统通过循环冷却介质(水或主要油液)流经主轴壳体内的螺旋管路或冷却套,直接带走热量,控...