平面磨削电主轴的高精度动平衡通过三级校正工艺实现:首先在出厂前进行转子动平衡(等级G0.4),确保重心偏移≤0.1g・mm/kg;其次通过在线动平衡系统,实时监测并补偿磨削过程中的砂轮不平衡量;采用弹性阻尼支撑,吸收90%以上的高频振动。在轴承套圈端面磨削中,这种设计使振动加速度控制在0.5m/s²以下,表面粗糙度(Ra)从传统主轴的0.1μm降至0.02μm,达到超精磨削标准。对于光学玻璃等脆性材料磨削,低振动特性还能减少崩边现象,合格率从82%提升至98%,明显降低废品率。进口精密电主轴的模块化设计便于维护,减少了停机时间,提高了生产效率。重庆雕铣电主轴优势

选型时需根据磨削刀具类型(材料、尺寸)和工艺要求匹配参数:转速范围:磨削高速钢刀具可选10,000-30,000r/min;硬质合金刀具需30,000-60,000r/min(高转速可降低砂轮磨损);微小刀具(如φ0.1mm钻头)需≥80,000r/min。功率与扭矩:磨削大直径刀具(如φ50mm铣刀)需功率5-15kW、扭矩≥10N・m;微小刀具磨削功率0.5-2kW、扭矩0.5-2N・m即可。旋转精度:径向跳动(近轴承处)≤0.0005mm,轴向窜动≤0.0003mm(用激光干涉仪或精密千分表检测)。冷却方式:连续磨削(如批量生产)优先选水冷(散热效率高);间歇磨削可选油气冷却(结构更紧凑)。广东离心造粉电主轴厂家镗铣电主轴内置油气润滑系统,降低摩擦,主轴寿命延长30%,支持宽转速范围加工。

刀具磨床电主轴的精密润滑系统采用油气两相润滑技术,通过微流量泵将润滑油以0.01ml/min的精度输送至轴承滚道,配合压缩空气形成油膜保护层,避免金属直接接触。该系统具备智能润滑控制功能:低速运转时(≤5,000rpm)每30分钟供油一次,高速运转时(≥20,000rpm)缩短至5分钟一次,确保润滑效果与油品消耗的平衡。实际应用中,这种润滑方式使轴承磨损量降低70%,主轴使用寿命从传统油脂润滑的8,000小时延长至20,000小时以上。对于刀具修磨企业而言,不仅减少了30%的维护成本,还因主轴更换周期延长,使设备利用率提升至90%以上。
镗铣电主轴的冷却系统采用双回路设计:内回路通过螺旋式水冷套包裹电机定子,流量3L/min,进出口温差控制在5℃以内;外回路针对主轴轴承,采用油雾润滑与冷却一体化技术,油温稳定在40±2℃。在连续8小时高负荷镗削(切削功率25kW)作业中,主轴壳体温度不超过55℃,热变形量≤0.005mm。这种稳定性在大型模具加工中尤为关键——加工1.5m×2m的汽车覆盖件模具时,避免了因温度波动导致的尺寸漂移,使型面精度控制在±0.01mm以内。同时,智能温控阀可根据环境温度自动调节冷却强度,在冬季低温环境下减少能耗30%。钻孔电主轴轴向刚性强,钻孔深度达500mm,适配复杂曲面雕铣场景。

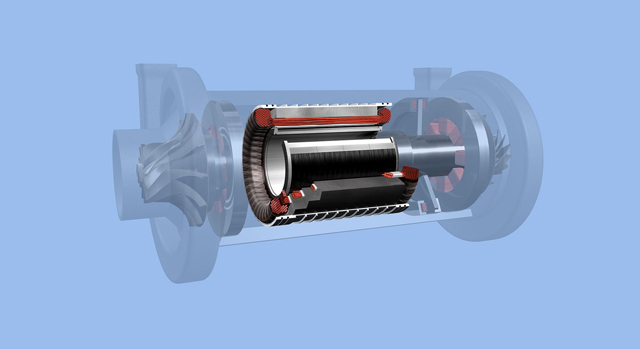
很好的动平衡是电主轴实现平稳高速运行的基础。不平衡质量在高速下会产生巨大的离心力,引起有害振动,恶化加工质量并加速轴承磨损。因此,电主轴在制造和维修后必须进行精密的多面动平衡校正,通常要求达到G0.4或更高的平衡等级。校正过程在专业的动平衡机上进行,通过在不平衡相位处去除材料或添加配重来实现。此外,从设计源头控制振动也至关重要,包括采用对称结构设计、选用高质量轴承、优化转子装配工艺等。运行中的在线振动监测系统,可实时反馈状态,为预测性维护提供依据。外圆磨削电主轴,结构坚固,适用于重型磨削任务。河南精密电主轴价格
外圆磨削电主轴,采用质优轴承,确保长时间稳定运行。重庆雕铣电主轴优势
车铣复合加工中心集成了车削与铣削功能,旨在一次装夹下完成多工序加工,这对电主轴提出了多功能集成的要求。这类机床的“电主轴”往往具备C轴(绕Z轴旋转)分度与联动功能,实现精密车削的同时,还能进行偏心钻孔、铣削平面或曲面。因此,其不仅需要具备车削主轴的高扭矩特性,还需满足铣削所需的高转速与高精度。强大的轴向锁紧机构确保车削时的刚性,而精密的角度定位控制则保障了铣削时的分度精度。这种高度集成的电主轴,是实现复杂零件高效、高精度一体化加工的主要执行部件。重庆雕铣电主轴优势
电主轴平衡系统是保障电主轴平稳运行的装置。在硬件构成上,它集成了高灵敏度的振动传感器,如同电主轴的 ...
【详情】刀具磨床电主轴维护需比普通电主轴更精细,关键在于防污染、控温度、保平衡:严格控制磨削环境:安装在恒温...
【详情】在选择TDM电主轴时,建议考虑以下因素:加工需求:根据具体的加工需求选择合适的型号和规格。性能参数:...
【详情】平面磨削电主轴是平面磨床的关键功能部件,直接决定平面加工的平面度、表面粗糙度(如 Ra≤0.02μm...
【详情】工具与环境:保养需使用工具(如扭矩扳手、精密千分表),操作环境需洁净(无尘车间,ISO7级以上),避...
【详情】航空航天领域大量使用钛合金、强度高的铝合金等难加工材料,其结构件通常具有尺寸大、结构复杂、精度和可靠...
【详情】模具型腔,尤其是淬硬模具钢的精密铣削,是对电主轴综合性能的严峻考验。这类加工通常要求在高硬度材料(如...
【详情】TDM 液体静压轴承电主轴是精密加工领域的高精度装备,重要在于液体静压轴承与电主轴的融合设计。其轴承...
【详情】在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细...
【详情】高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用...
【详情】钻孔电主轴的轻量化设计通过材料创新与结构优化实现:主轴采用碳纤维复合材料,重量较钢制主轴减轻40%;...
【详情】