电主轴在高速运转时,电机损耗和轴承摩擦会产生大量热量,若不能有效控制,将导致主轴热伸长,严重破坏加工精度,甚至损坏内部零件。因此,高效的冷却系统是其稳定运行的关键保障。主要冷却形式包括液冷(水冷/油冷)和风冷。液冷系统通过循环冷却介质(水或主要油液)流经主轴壳体内的螺旋管路或冷却套,直接带走热量,控温精度高,应用广。油冷则兼具润滑轴承的作用。风冷多用于功率较小或对清洁度要求极高的场合。部分高级电主轴采用多回路冷却,分别对定子、轴承和主轴鼻端进行精确温控。外圆磨削电主轴,结构坚固,适用于重型磨削任务。重庆MAKINO电主轴特点

平面磨削电主轴搭载的氮化硅陶瓷轴承,具有硬度高(HV1800)、密度低(3.2g/cm³)、热膨胀系数小(3.0×10^-6/℃)等特性,与钢制轴承相比,摩擦系数降低40%,极限转速提升50%。在高速磨削(转速25,000rpm)时,轴承温升只25℃,远低于钢制轴承的50℃,有效减少热应力对主轴精度的影响。在硅片背面减薄加工中,这种低摩擦特性使砂轮磨损均匀,单砂轮可加工硅片数量从500片增至800片;而在轴承滚子超精磨中,陶瓷轴承的高刚性确保磨削压力稳定,滚子圆度误差控制在0.0005mm以内。此外,陶瓷材料的耐腐蚀性使其能适应含磨削液的潮湿环境,使用寿命延长至钢制轴承的3倍以上。河南IBAG电主轴哪家强多工位机床电主轴的智能控制系统,能够实时监测运行状态,确保安全性。

外圆磨削电主轴是外圆磨床的关键功能部件,主要用于加工轴类、套筒类工件的外圆柱面、圆锥面或阶梯面,其性能直接决定工件的圆度(如≤0.001mm)、圆柱度(如≤0.002mm/100mm)及表面粗糙度(如Ra≤0.02μm)。高径向刚性与精度保持性外圆磨削时,砂轮与工件为线接触,径向磨削力(通常50-300N)远大于轴向力,因此主轴需强化径向承载能力:轴承组合多采用“双列圆柱滚子轴承(主承径向力)+成对角接触球轴承(辅助承径向/轴向力)”,轴承精度等级≥P4级,径向游隙控制在0.001-0.003mm;主轴轴颈采用氮化+精磨工艺(表面硬度≥60HRC,圆度≤0.0005mm),确保与轴承内圈的配合精度(过盈量0.001-0.002mm),减少高速旋转时的径向跳动。宽转速与变负载适配需适配不同直径工件(φ5-φ500mm)和砂轮粒度:小直径精密工件(如轴承滚子φ10mm):需高转速(8000-20000r/min),搭配细粒度砂轮(#800-#1200),保证表面粗糙度;大直径工件(如电机轴φ200mm):需低转速(1000-5000r/min),但输出扭矩更大(5-30N・m),驱动大粒度砂轮(#46-#120)高效去除余量。因此,主轴电机多采用矢量变频控制,支持转速无级调节,且在低速段仍能保持稳定扭矩输出(扭矩波动≤5%)。
刀具磨床电主轴的精密润滑系统采用油气两相润滑技术,通过微流量泵将润滑油以0.01ml/min的精度输送至轴承滚道,配合压缩空气形成油膜保护层,避免金属直接接触。该系统具备智能润滑控制功能:低速运转时(≤5,000rpm)每30分钟供油一次,高速运转时(≥20,000rpm)缩短至5分钟一次,确保润滑效果与油品消耗的平衡。实际应用中,这种润滑方式使轴承磨损量降低70%,主轴使用寿命从传统油脂润滑的8,000小时延长至20,000小时以上。对于刀具修磨企业而言,不仅减少了30%的维护成本,还因主轴更换周期延长,使设备利用率提升至90%以上。多工位机床电主轴设计优化,能够在多种加工模式下实现高效率和高稳定性。

平面磨削电主轴的无级调速技术基于矢量变频控制,转速可在500-30,000rpm范围内连续可调,调速精度±1rpm,满足不同磨削工艺的个性化需求。在淬硬钢磨削中,采用8,000-12,000rpm的中速模式,配合立方氮化硼砂轮,可获得较佳表面质量;在铝型材镜面磨削中,提升至20,000rpm以上的高速模式,通过增加线速度减少磨粒划痕;而在砂带修整工序中,则降低至1,000rpm以下,避免砂轮过度磨损。这种灵活性使一台磨床可完成粗磨、半精磨、精磨全工序,在小批量多品种生产中,设备切换时间从2小时缩短至15分钟,生产计划响应速度提升80%。镗铣电主轴宽转速范围覆盖,支持50-24000rpm,适配多材料加工工艺。宁夏KESSLER电主轴
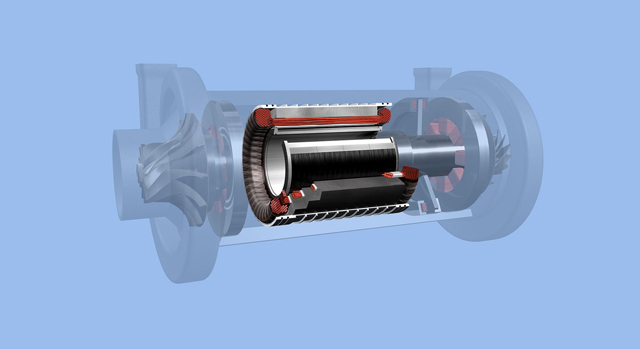
镗铣电主轴,高效散热,确保电机长时间稳定运行。重庆MAKINO电主轴特点
高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用刚性轴承组合(如双列圆柱滚子轴承+角接触球轴承),并通过预紧力调节(通常为恒位置预紧)提升整体刚性,确保磨削过程中无明显变形(挠度≤0.001mm/m)。宽转速与大扭矩适配针对不同工件材料(如铸铁、淬火钢、铝合金),转速范围通常为1000-15000r/min(低于刀具磨床电主轴,因平面磨削无需超高速),但输出扭矩更大(如10-50N・m),可驱动大直径砂轮(φ300-600mm)高效磨削。强抗污染设计平面磨削常使用大量冷却液(乳化液或切削油)冲洗磨屑,主轴轴端易接触液体和碎屑,因此需配备多重密封系统:内侧:迷宫式密封+骨架油封(阻止冷却液渗入轴承);外侧:气幕密封(通过0.2-0.4MPa压缩空气形成气障,阻挡磨屑附着)。重庆MAKINO电主轴特点
电主轴平衡系统是保障电主轴平稳运行的装置。在硬件构成上,它集成了高灵敏度的振动传感器,如同电主轴的 ...
【详情】刀具磨床电主轴维护需比普通电主轴更精细,关键在于防污染、控温度、保平衡:严格控制磨削环境:安装在恒温...
【详情】在选择TDM电主轴时,建议考虑以下因素:加工需求:根据具体的加工需求选择合适的型号和规格。性能参数:...
【详情】平面磨削电主轴是平面磨床的关键功能部件,直接决定平面加工的平面度、表面粗糙度(如 Ra≤0.02μm...
【详情】工具与环境:保养需使用工具(如扭矩扳手、精密千分表),操作环境需洁净(无尘车间,ISO7级以上),避...
【详情】航空航天领域大量使用钛合金、强度高的铝合金等难加工材料,其结构件通常具有尺寸大、结构复杂、精度和可靠...
【详情】模具型腔,尤其是淬硬模具钢的精密铣削,是对电主轴综合性能的严峻考验。这类加工通常要求在高硬度材料(如...
【详情】TDM 液体静压轴承电主轴是精密加工领域的高精度装备,重要在于液体静压轴承与电主轴的融合设计。其轴承...
【详情】在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细...
【详情】高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用...
【详情】钻孔电主轴的轻量化设计通过材料创新与结构优化实现:主轴采用碳纤维复合材料,重量较钢制主轴减轻40%;...
【详情】