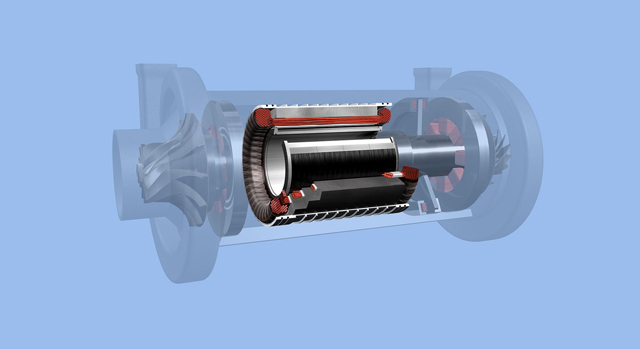
高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用刚性轴承组合(如双列圆柱滚子轴承+角接触球轴承),并通过预紧力调节(通常为恒位置预紧)提升整体刚性,确保磨削过程中无明显变形(挠度≤0.001mm/m)。宽转速与大扭矩适配针对不同工件材料(如铸铁、淬火钢、铝合金),转速范围通常为1000-15000r/min(低于刀具磨床电主轴,因平面磨削无需超高速),但输出扭矩更大(如10-50N・m),可驱动大直径砂轮(φ300-600mm)高效磨削。强抗污染设计平面磨削常使用大量冷却液(乳化液或切削油)冲洗磨屑,主轴轴端易接触液体和碎屑,因此需配备多重密封系统:内侧:迷宫式密封+骨架油封(阻止冷却液渗入轴承);外侧:气幕密封(通过0.2-0.4MPa压缩空气形成气障,阻挡磨屑附着)。外圆磨削电主轴,结构坚固,适用于重型磨削任务。江苏SEIKO电主轴厂商

刀具磨床电主轴的维护保养周期需根据运行时长、磨削工况(如刀具材料、砂轮类型) 及关键部件特性制定,关键目标是预防精度衰减和早期故障。刀具磨床电主轴是“精度的关键载体”,其性能直接决定刀具的加工质量(如刃口圆度、表面粗糙度)和使用寿命。选型时需结合刀具材料、尺寸和磨削工艺,日常维护则需聚焦“高精度保持”,通过严格的环境控制、定期参数校准和精细的部件保养,确保其长期稳定运行。常见品牌如瑞士IBAG、德国GMN、中国睿芯片等,可根据预算和精度需求选择。西藏日本精工电主轴优势选用雕铣电主轴,提升雕刻效率,缩短加工周期。

钻孔电主轴的深度控制功能通过闭环反馈系统实现:主轴内置光栅尺(分辨率0.1μm),实时监测进给位置;配合伺服驱动系统,定位精度达±0.01mm。在PCB板多层钻孔中,该功能可精确控制孔深至0.1mm误差内,避免钻透底层线路;在汽车制动盘钻孔中,针对10mm±0.05mm的深度要求,批量加工合格率达99.8%,较传统设备提升25%。系统还支持多种深度模式:深度模式用于固定孔深加工,相对深度模式适应阶梯孔加工,而啄钻模式则通过多次进给排屑,确保深孔(L/D>10)加工的深度精度。对于自动化生产线,该功能可与PLC系统无缝对接,实现无人化精细钻孔。
在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细定位的协同作用:转速可稳定维持在15,000-40,000rpm,配合微米级的定位精度,能轻松处理曲面、异形面等复杂铣削工艺。例如,在航空航天零部件加工中,面对钛合金、高温合金等难加工材料,该主轴通过高速切削减少材料黏连,同时精细控制刀具轨迹,确保零件公差控制在±0.002mm以内。这种高效与精度的双重保障,不仅缩短了单件加工周期,还降低了后续打磨、校准等工序的成本,成为装备制造中不可或缺的主要部件。日本精工电主轴因其良好的制造工艺,成为全球设备的配件。

电主轴平衡系统是保障电主轴平稳运行的装置。在硬件构成上,它集成了高灵敏度的振动传感器,如同电主轴的 “健康监测仪”,能实时捕捉运转时细微的振动信号。智能控制器则负责快速处理这些数据,精细定位不平衡源。与之相匹配的是灵活高效的平衡调整机构,常见的有电磁式或机械式。工作原理上,当电主轴启动,传感器立即进入工作状态,一旦检测到不平衡引发的振动超标,数据瞬间传至控制器。控制器通过复杂算法计算出所需补偿量,随即驱动平衡调整机构。电磁式可利用电磁力精细移动配重块,机械式则通过自动增减配重或调节偏心距来实现平衡。在精密制造领域,像五轴加工中心、超高速磨床,该系统至关重要。有效消除振动,不仅延长电主轴寿命,降低维修成本,还确保加工精度,提升产品质量,为高级制造注入强劲动力。多工位机床电主轴设计优化,能够在多种加工模式下实现高效率和高稳定性。青海修理电主轴优势
日本精工电主轴的高可靠性和稳定性,确保了长时间的无故障运行。江苏SEIKO电主轴厂商
镗铣电主轴的低热变形特性源于多重热控技术的协同:主轴单元采用对称式水冷通道,水流速度达2L/min,可带走90%以上的电机损耗热量;转子与定子间设置隔热衬套,热传导系数≤0.1W/(m・K);轴系材料选用热膨胀系数只3.2×10^-6/℃的殷钢合金。在30,000rpm高速运转3小时后,主轴轴向热伸长量≤0.003mm,径向跳动≤0.001mm。这种稳定性在精密齿轮箱壳体加工中至关重要——镗削Φ100mm轴承孔时,尺寸公差可控制在H6级(+0.019mm)以内,较传统主轴加工精度提升50%。对于航空发动机机匣等对热变形敏感的零件,该特性更是确保加工合格的主要保障。江苏SEIKO电主轴厂商
电主轴平衡系统是保障电主轴平稳运行的装置。在硬件构成上,它集成了高灵敏度的振动传感器,如同电主轴的 ...
【详情】刀具磨床电主轴维护需比普通电主轴更精细,关键在于防污染、控温度、保平衡:严格控制磨削环境:安装在恒温...
【详情】在选择TDM电主轴时,建议考虑以下因素:加工需求:根据具体的加工需求选择合适的型号和规格。性能参数:...
【详情】平面磨削电主轴是平面磨床的关键功能部件,直接决定平面加工的平面度、表面粗糙度(如 Ra≤0.02μm...
【详情】工具与环境:保养需使用工具(如扭矩扳手、精密千分表),操作环境需洁净(无尘车间,ISO7级以上),避...
【详情】航空航天领域大量使用钛合金、强度高的铝合金等难加工材料,其结构件通常具有尺寸大、结构复杂、精度和可靠...
【详情】模具型腔,尤其是淬硬模具钢的精密铣削,是对电主轴综合性能的严峻考验。这类加工通常要求在高硬度材料(如...
【详情】TDM 液体静压轴承电主轴是精密加工领域的高精度装备,重要在于液体静压轴承与电主轴的融合设计。其轴承...
【详情】在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细...
【详情】高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用...
【详情】钻孔电主轴的轻量化设计通过材料创新与结构优化实现:主轴采用碳纤维复合材料,重量较钢制主轴减轻40%;...
【详情】