刀具磨床电主轴是刀具磨床的主要功能部件,直接驱动砂轮或磨削工具实现对刀具(如铣刀、钻头、丝锥、齿轮刀具等)的精密磨削加工,其性能直接决定了刀具的磨削精度(如刃口锋利度、尺寸公差、表面光洁度)和加工效率。以下从主要特点、结构组成、关键参数、维护要点四个方面详细介绍:刀具磨床对磨削精度要求极高(如刃口跳动≤0.001mm、表面粗糙度Ra≤0.02μm),因此其电主轴需满足以下特性:超高转速稳定性:转速范围通常为10,000-60,000r/min(部分微小刀具磨床可达100,000r/min以上),且转速波动≤±1r/min,确保砂轮切削线速度均匀,避免刀具表面出现波纹。旋转精度:径向跳动≤0.0005mm,轴向窜动≤0.0003mm(通过高精度轴承和动平衡校准实现),保证磨削时刀具刃口的一致性。高刚性与低振动:主轴系统刚性(静刚度≥50N/μm)需匹配砂轮磨削力(尤其硬质合金刀具磨削时,冲击力较大),振动加速度≤2m/s²,避免刃口崩裂。强热稳定性:磨削过程中砂轮与刀具摩擦生热集中,电主轴需控制温升≤20K(环境温差),避免热变形导致的磨削尺寸偏差(如长度方向误差超±0.002mm)。外圆磨削电主轴,采用质优轴承,确保长时间稳定运行。江西日本精工电主轴修理

刀具磨床电主轴的平稳性源于其搭载的高精度陶瓷混合轴承与油气润滑系统:陶瓷滚动体具有低密度、高硬度特性,配合钢制内圈,可将轴承温升控制在30℃以内,转速波动≤1%。这种稳定性在刀具修磨中至关重要——例如修磨硬质合金立铣刀时,主轴的微振动控制能力(≤0.0005mm)确保刃口圆弧半径精度达±0.001mm,使刀具切削寿命延长30%以上。同时,轴承的高承载能力(轴向静载荷≥500N)可应对砂轮修整时的瞬时冲击力,避免主轴偏移影响修磨精度。对于精密刀具制造商而言,这种技术特性直接提升了刀具成品的市场竞争力。进口电主轴攻丝电主轴集成陶瓷球轴承与矢量控制,确保螺纹加工稳定性,寿命提升50%。

TDM 液体静压轴承电主轴是精密加工领域的高精度装备,重要在于液体静压轴承与电主轴的融合设计。其轴承系统通过外部油泵将高压润滑油输送到轴承间隙,形成一层具有刚性的油膜,主轴悬浮在油膜上运转,完全消除机械接触。这种结构带来明显优势:油膜能均匀承受径向和轴向载荷,刚性是传统滚动轴承的 3-5 倍,高速运转时振动极小,径向跳动可控制在 0.0005mm 以内,保障超高加工精度。同时,油膜的润滑和冷却作用一体化,减少摩擦损耗,使主轴在 15000-60000r/min 的高转速下仍能长期稳定运行,寿命较普通电主轴延长 2 倍以上。在应用中,它适配于光学镜片磨削、航空发动机叶片精密铣削等超精密加工场景。加工硬脆材料时,稳定的油膜支撑可避免振动导致的表面崩裂;处理复杂曲面工件时,高刚性确保刀具轨迹精细,大幅提升产品合格率,是高精度制造领域实现超精密加工的关键设备。
选型时需根据磨削刀具类型(材料、尺寸)和工艺要求匹配参数:转速范围:磨削高速钢刀具可选10,000-30,000r/min;硬质合金刀具需30,000-60,000r/min(高转速可降低砂轮磨损);微小刀具(如φ0.1mm钻头)需≥80,000r/min。功率与扭矩:磨削大直径刀具(如φ50mm铣刀)需功率5-15kW、扭矩≥10N・m;微小刀具磨削功率0.5-2kW、扭矩0.5-2N・m即可。旋转精度:径向跳动(近轴承处)≤0.0005mm,轴向窜动≤0.0003mm(用激光干涉仪或精密千分表检测)。冷却方式:连续磨削(如批量生产)优先选水冷(散热效率高);间歇磨削可选油气冷却(结构更紧凑)。雕铣电主轴,强劲动力,轻松应对复杂雕刻任务。

平面磨削电主轴的高刚性设计源于一体化的铸铁壳体与精密主轴单元,其径向刚度可达 200N/μm 以上,能抵御磨削过程中的径向冲击力。配合动平衡等级 G0.4 的高精度转子,运转时振幅控制在 0.001mm 以内,从根源上减少振动对加工表面的影响。在模具钢平面磨削中,这种低振动特性可使表面粗糙度(Ra)稳定在 0.02μm 以下,达到镜面效果;而在半导体硅片加工中,高刚性确保磨削压力均匀,避免薄片工件因受力不均产生变形。此外,该主轴的恒扭矩输出特性,能在砂轮磨损过程中保持磨削效率稳定,进一步保障批量加工的一致性。镗铣电主轴,支持高速切削,缩短加工时间,降低成本。山东牧野电主轴修理
日本精工电主轴采用先进的材料和工艺,提供优良的耐磨性和使用寿命。江西日本精工电主轴修理
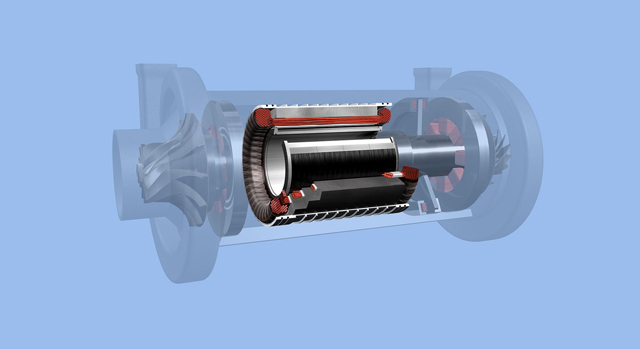
电主轴,全称为“电机内装式主轴”,是现代高级数控机床的主要功能部件。它实现了电机转子与机床主轴的直接一体化融合,彻底摒弃了传统的皮带、齿轮等中间机械传动环节。这种跨时代性设计的主要价值在于,能够将电机的动力无损耗、无延迟地传递至切削刀具,从而在源头上提升了机床的传动效率与动态响应速度。其诞生与应用,直接推动了高速加工、精密加工技术的发展,是衡量机床先进性的关键指标之一,广泛应用于加工中心、数控铣床、高速雕刻机及PCB钻孔机等精密制造设备中。江西日本精工电主轴修理
电主轴平衡系统是保障电主轴平稳运行的装置。在硬件构成上,它集成了高灵敏度的振动传感器,如同电主轴的 ...
【详情】刀具磨床电主轴维护需比普通电主轴更精细,关键在于防污染、控温度、保平衡:严格控制磨削环境:安装在恒温...
【详情】在选择TDM电主轴时,建议考虑以下因素:加工需求:根据具体的加工需求选择合适的型号和规格。性能参数:...
【详情】平面磨削电主轴是平面磨床的关键功能部件,直接决定平面加工的平面度、表面粗糙度(如 Ra≤0.02μm...
【详情】工具与环境:保养需使用工具(如扭矩扳手、精密千分表),操作环境需洁净(无尘车间,ISO7级以上),避...
【详情】航空航天领域大量使用钛合金、强度高的铝合金等难加工材料,其结构件通常具有尺寸大、结构复杂、精度和可靠...
【详情】模具型腔,尤其是淬硬模具钢的精密铣削,是对电主轴综合性能的严峻考验。这类加工通常要求在高硬度材料(如...
【详情】TDM 液体静压轴承电主轴是精密加工领域的高精度装备,重要在于液体静压轴承与电主轴的融合设计。其轴承...
【详情】在现代机械加工领域,镗铣电主轴的性能直接决定了复杂零件的加工质量与效率。其主要优势在于超高转速与精细...
【详情】高刚性与抗振性平面磨削时砂轮与工件为面接触,磨削力(尤其是轴向力)较大(可达数百牛),因此主轴需采用...
【详情】钻孔电主轴的轻量化设计通过材料创新与结构优化实现:主轴采用碳纤维复合材料,重量较钢制主轴减轻40%;...
【详情】