- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
在这个实用新型的实施例中,液冷板的集成部件通过设定连通件,只需要一个出液口和一个进液口,这使得集成部件的结构简洁可靠,散热效果优良,外形整齐美观。在一些实施例中,连通件是连通套管,其两端分别插入相邻的两个液冷板内。在一些实施例中,连通套管的一端通过螺纹与一个液冷板连接,另一端插入另一个液冷板内并通过密封件进行密封。在一些实施例中,连通套管具有首要定位凸缘和第二定位凸缘,首要定位凸缘止抵于一个液冷板,第二定位凸缘止抵于另一个液冷板。在一些实施例中,多个液冷板通过主紧固件连接,还包括位于连通件两侧的辅助紧固件。在一些实施例中,液冷板包括液冷板主体和两个端盖。液冷板主体是挤压成型的,内部设有多个并列设置的流通孔,这些孔贯通液冷板主体的两端部,多个流通孔通过间隔筋隔开设置。液冷板的至少一侧具有多个凸起部,这些凸起部适于连接算力芯片。两个端盖分别连接在液冷板主体的两端。1共30液冷板 ,就选正和铝业,用户的信赖之选,有想法可以来我司咨询!内蒙古挤出液冷板价格
液冷技术对电机寿命的影响在电机寿命方面,液冷技术同样不可或缺。电机在运行过程中产生大量热量,若不能及时散热,将导致电机过热,影响其性能和寿命。液冷系统通过精确控制电机的温度。确保其高效、稳定运行,有效延长电机的使用寿命,并降低能耗。对于车主而言,液冷技术带来的好处显而易见,首先,它能提高充电效率,使得新能源电车能够支持更高的快充速度,大幅度减少了等待充电的时间。其次,通过有效的温控,电车的驾驶性能将会更加稳定,尤其是在高速行驶或者爬坡状态下,能够提供更加平滑的驾驶体验。此外,液冷技术还能提高电池效率,间接提高新能源电车的续航里程,让车主更加放心的出行。随着新能源电车市场的快速发展和技术的不断进步,液冷技术的应用前景将更加广阔。特别是在高性能新能源电车和大型商用电车领域,对温控的要求更为严格,液冷技术将成为必不可少的关键因素。青海加工液冷板加工如何选择一家好的液冷板公司。
碳纤维,也被称为人造丝碳纤维,可以根据其力学性能被分类为通用级(GP)、高性能级(HP)、度(HS)、高模量(HM)、超度(UHS)和超高模量(UHM)等类型。根据碳纤维的功能,它可以被分为受力结构用碳纤维、耐焰用碳纤维、导电用碳纤维、润滑用碳纤维、耐磨用碳纤维和活性炭碳纤维等。在汽车或电池包中,主要使用的是受力结构用碳纤维。碳纤维产品的种类包括碎屑、短纤维、长纤维、连续纤维、编制布和织管等。由于聚丙烯腈基碳纤维在强度上优于沥青基和黏胶基碳纤维,因此在全球碳纤维生产中占有超过90%的比例。聚丙烯腈原丝经过预氧化处理、炭化和尽可能高的温度下的热处理后,制成的就是我们通常所说的碳纤维。碳纤维原丝的制备是一个环节多、复杂冗长的化学过程,距离我们的应用还比较远。我们直接来看碳纤维复合材料的成型。复合材料是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体材料。碳纤维复合材料则是把碳纤维作为增强成分添加到基材中,形成的一类复合材料。我们在汽车上常见的树脂基材碳纤维复合材料,基材可以分成热固性和热塑性两类:热固性树脂(hermoset):环氧树脂(Epoxy)。
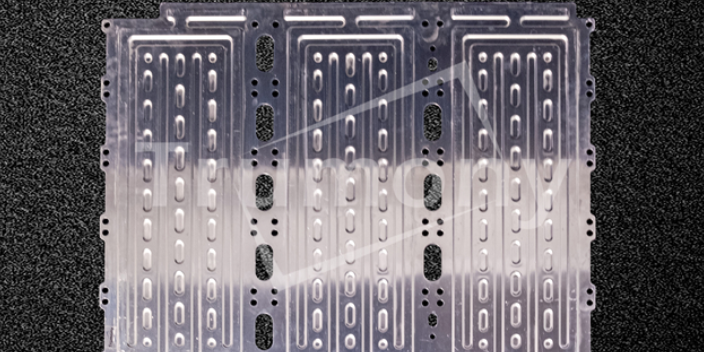
现有的液冷板在降温待冷却物体时,虽然能够有效地降低整体温度,但由于热分布不均,会出现局部高温区域。这使得液冷板难以满足不同热区域的降温需求。为了解决这个问题,我们提出了一种新型液冷板技术:高倍齿液冷板。这种液冷板设计有多个齿轮状的散热器,可以更均匀地分配冷却液,从而实现待冷却物体各个部分同步降温的效果。具体来说,高倍齿液冷板包含以下组件:一个主体部分,内部有多条冷却液道;一个盖板,用于密封这些液道;以及连接到主体的高倍齿散热器。这种设计能够提高液冷板对待各个热区域的降温效率。液冷板 ,就选正和铝业,让您满意,欢迎您的来电哦!

随着新一代服务器的热设计功耗(TDP)接近气冷散热的极限,电子科技产业正逐步转向液冷散热技术或扩大散热空间。例如,一些企业的GenoaTDP为350-400W,已经达到了气冷的极限,这推动了液冷散热在AI芯片中的主流地位。以NVIDIAH100的700WTDP为例,传统的气冷解决方案需要3DVC技术和至少4U的机架空间,这与高密度部署的需求不符。考虑到散热系统在数据中心总能耗中占比约33%,降低总电量消耗和提高电力使用效率变得尤为重要。这包括改进散热系统、信息设备以及采用可再生能源。由于水的热容量是空气的四倍,引入液冷散热系统可以显著提高效率。液冷板只需1U空间,测试显示,为了达到相同的计算能力,液冷系统可以减少机柜数量达66%,能耗降低28%,并将功率使用效率(PUE)从1.6降低到1.15,同时提升运算性能。如何挑选一款适合自己的液冷板?新疆品质液冷板价格合理
昆山高质量的液冷板的公司。内蒙古挤出液冷板价格
在树脂制备过程中,我们需要考虑到一些重要的问题。例如,在树脂快速注射技术RTM成型过程中,我们可以通过增加树脂注射口和提高树脂注射压力来减少树脂注射时间。增加树脂注射口可以在不增加压力的情况下有效提高树脂的注射速度。然而,当我们使用多个注射口进行成型时,不同注射口的树脂流动锋面在融合过程中可能会形成气泡,因此我们需要控制注射口的开启时间和压力来减少气泡的产生。近年来,高压RTM(HP-RTM)技术在RTM的快速成型中得到了广泛的应用。由于树脂注射压力较大(2MPa以上),因此很容易实现树脂快速充满模腔的过程,同时也能改善树脂在增强纤维中的浸渍效果,减少制品中孔隙的出现,从而获得表面质量优良的制品。RIM制品具有良好的表面质量、短的成型周期、低的生产成本,并且可以生产大尺寸的部件。RRIM制品可用于制造汽车保险杠和仪表盘,高质量的RRIM制品还可以用作汽车的结构材料和承载料。热压成型技术是在一定的温度和压力下,使树脂基体发生熔融流动,重新浸渍纤维,从而制备出一定形状的复合材料零件。热压成型工艺具有较短的成型周期,易于实现自动化生产过程,可以使用传统的金属板料成型设备,同时也适用于热塑性复合材料的低成本制造过程。内蒙古挤出液冷板价格
- 内蒙古品质液冷板设计 2024-07-02
- 内蒙古挤出液冷板价格 2024-07-02
- 安徽6061液冷板仿真 2024-07-02
- 中国台湾放心液冷板批发 2024-07-02
- 福建好的液冷板 2024-07-02
- 重庆放心选液冷板批发 2024-06-28
- 重庆放心液冷板检测 2024-06-28
- 黑龙江特殊液冷板批量定制 2024-06-28