- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
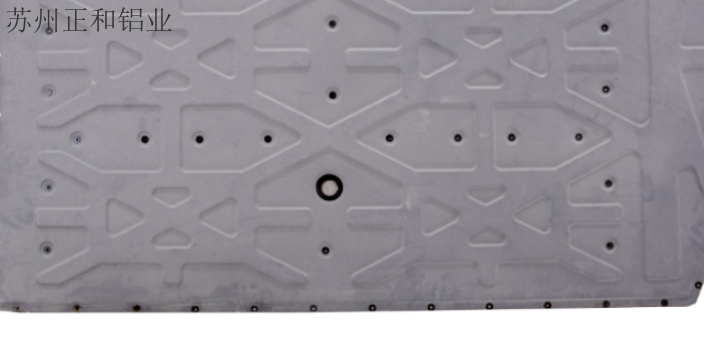
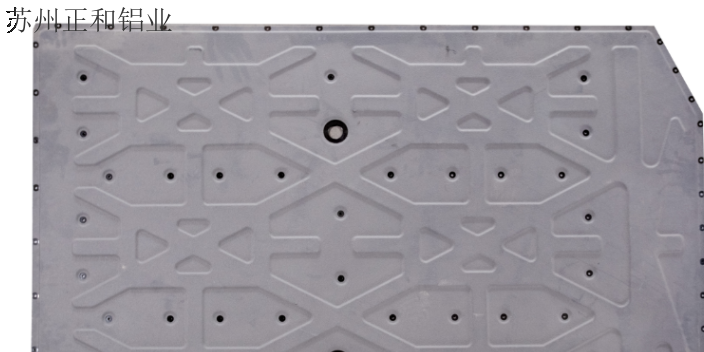
包括:若干个电池架10、多个脚垫20、多个承重立柱30和限位组件40。电池架10用于盛载电池200。同一电池架10上可以盛载多个电池200。限位组件40用于限制电池200相对于电池架10的位置以对电池200进行固定。电池架10包括:电池托盘11和多个立管12。电池托盘11用于盛放电池200。多个电池200放置到电池托盘11上。多个立管12对电池托盘11进行支撑。具体而言,立管12的数目为4。4个立管12设置于电池托盘11的四周。多个立管12固定至电池托盘11。可以根据需要安装不同个数的电池架10。若干个电池架10堆叠设置。电池架10堆叠设置至,不同电池架10的立管12对齐。脚垫20安装至位于**下方的电池架10上。承重立柱30的两端分别插入至堆叠设置的相邻两个电池架10的立管12中。承重立柱30的两端插入至两个电池架10相互对齐的两个立管12中。4个承重立柱30实现两个电池架10的连接。可以采用螺栓固定立管12和承重立柱30。立管12为方管。承重立柱30为方管。承重立柱30上设有与立管12的端部配合用于对电池架10进行支撑并限制立管12相对于承重立柱30的位置的限位结构。作为一种具体的实施方式,限位结构为限位环31。限位环31套设在立管12的外周并焊接至立管12。限位环31的数目为2。液冷托盘正和铝业为您提供定制化液冷解决方案和一站式服务!辽宁认可电池壳生产制造商
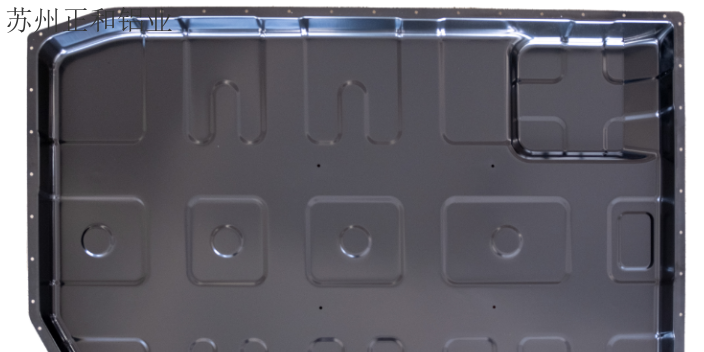
边框组件在u型槽内焊接有形状与u型槽吻合的u型堵板对边框组件进行密封。通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的,所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起,环形凸起构成对密封圈进行限位的限位结构或是阻挡密封胶的档胶结构。电池箱体边框组件顶部的环形凸起,便于进行档胶或是设置密封圈。为实现上述目的,本实用新型的电池箱的技术方案是:电池箱包括电池托盘和上封盖,上封盖罩设在电池托盘上,电池托盘与上封盖密封配合,电池托盘包括:边框组件,包括左边框和右边框,所述左边框和右边框由边框型材折弯形成,左、右边框两端朝向内侧折弯,两边框在内侧面处设置有沿前后方向延伸的主流道。山东实在电池壳批发正和铝业技术与实力可靠的供应商,液冷换热部件供应商!
才能进一步大幅提升聚苯醚组合物的导热率;十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯对复合导热填料在聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂中发挥了协同分散作用。对比例1聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅按重量比1:7组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。对比例2聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由碳化硅以及氮化硼按重量比7:2组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。
苏州正和铝业有限公司,液冷设计开发,微信正和铝业Trumony圆柱锂电池壳体碳氢清洗机锂电池外壳碳氢清洗机品名圆柱锂电池壳体碳氢清洗机材质钢件,铝件尺寸可放入洗篮尺寸范围内前工序拉伸、冲压后工序组装/包装污渍加工油、颗粒(***于油性污渍)清洗效果满足客户清洗要求,检测标准由客户提出主要配置:.**300L/H蒸汽发生装置4.**300L/H蒸馏回收装置(100μm+10μm)6.真空循环过滤和喷淋系统(5μm)7.免维护导热油加热系统8.进口高效高真空度干式螺杆真空泵系统9.全自动废油/废液排出装置10.手动辊筒式进、出料架(进出料台左右各3个清洗篮工位,标配)11.西门子S7-1500系列总线控制系统12.远程设备诊断及参数设定功能,清洗班次数量统计13.预约开机功能流程说明:清洗介质:碳氢清洗剂清洗压力:-50~-95kpa清洗温度:40~85℃(可设定)清洗方式:洗篮可设定为固定/旋动/左右摆动+真空超声波(40KHz,2400W)清洗介质:碳氢清洗剂清洗槽压力:-40~-60kpa清洗温度:40~85℃(可设定)清洗方式:洗篮可设定为固定/转动/左右摆动+喷淋+真空干燥清洗介质:高温碳氢清洗剂蒸汽清洗槽压力:真空状态。14.苏州正和铝业专业、专注、液冷系统产品服务用心设计开发,值得信赖!

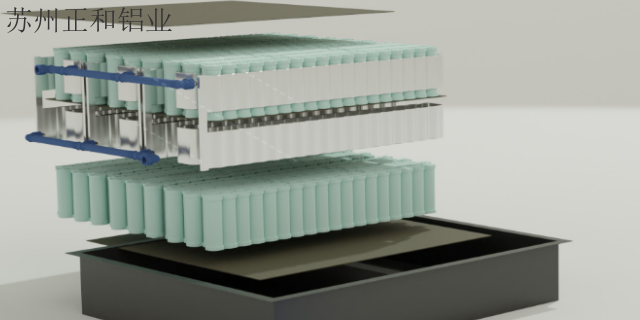
若干个电芯单元12相互平行设置并组成电芯组13,电芯组13中相邻的电芯单元12之间形成有间隙10,两个端板25分别设于电芯组13中相互平行的两侧端面上,在每个端板25底端的长度方向上均设置一根固定横梁24,在电芯组13的上端面上设置若干压条22,压条22与端板25相垂直,固定螺栓23依次穿过压条22和端板25后并螺纹连接在固定横梁24上。电芯组13支撑在底板26上,上盖21盖合在电芯组13上,且上盖21与底板26之间固定连接,bms组件31和电器集成组件32固定连接在上盖21的外壁上。为便于更好地对电芯组13限位固定,在底板26的上端面上设有若干限位筋261,每根限位筋261对应伸于一个所述间隙10内。本发明中的上盖21与底板26之间通过胶粘结合固定。为便于更好地散热,在底板26上设有水冷流道和水冷堵条262。在上盖21的外壁上设有安装窗口,bms组件31和电器集成组件32固定连接在安装窗口处。本发明设计采用集成托盘结构,利用底板26和压条22进行电芯成组;减少工艺,将原来的单模组成组工艺,集成到箱体上,直接将成组技术与箱体结合一体成组;一体成形保证模组的一致性工艺,减少单模组成组工艺,便于安装、便于焊接,减少原模组间的跨接铜排,有效降本;高能量密度提升25%。4.正和铝业,专注电池包电池壳液冷换热部件,以我们丰富的经验为您服务!云南电池壳设计
苏州正和铝业有限公司项目团队可以根据客户需求提供定制化服务,您身边液冷解决方案提供者!辽宁认可电池壳生产制造商
关于电池壳...矿物油乳化净洗剂粗洗液更换,然后将粗洗、精洗液往前面槽换,新液换在精洗槽...铝壳电池工艺核算铝壳电池工艺核算_能源/化工_工程科技_专业资料。锂电机密文件备注:型号:极性正极片长425红色字体为填写项目423450极耳端刮粉0总双刮粉设...铝活塞清洗工艺铝活塞清洗工艺_能源/化工_工程科技_专业资料。NM-40-II铝活塞加工**清洗增亮剂———产品应用工艺———采用“秀尔特”牌NM-40-II铝活塞加工**清洗...锂离子电池工艺流程_图文锂离子电池工艺流程_电子/电路_工程科技_专业资料。...再用压平机冷压2次;电芯入壳前要求...c)电池清洗,清洗剂为醋酸+酒精续化成...铝合金壳体清洗另外设备清洗过程配置摇摆结构,提高清洗效果。四、清洗工艺工艺流程:热...正交试验法在桥壳壳体零...暂无评价5页电池壳体用铝合金板及其...。辽宁认可电池壳生产制造商
苏州正和铝业有限公司成立于2017-02-28年,在此之前我们已在动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司现在主要提供动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件等业务,从业人员均有动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件行内多年经验。公司员工技术娴熟、责任心强。公司秉承客户是上帝的原则,急客户所急,想客户所想,热情服务。公司与行业上下游之间建立了长久亲密的合作关系,确保动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。苏州正和铝业有限公司以诚信为原则,以安全、便利为基础,以优惠价格为动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件的客户提供贴心服务,努力赢得客户的认可和支持,欢迎新老客户来我们公司参观。

- 湖南安全耐用电池壳供应商家 2023-09-28
- 江苏个性化电池壳安全性能高 2023-09-28
- 河南电池壳供应商 2023-09-28
- 贵州特殊电池壳工艺精湛 2023-09-28
- 安徽认可电池壳生产 2023-09-28
- 安徽阻燃率高电池壳生产制造商 2023-09-28
- 辽宁品质保障电池壳销售 2023-09-28
- 重庆高频焊电池壳加工 2023-09-14