- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
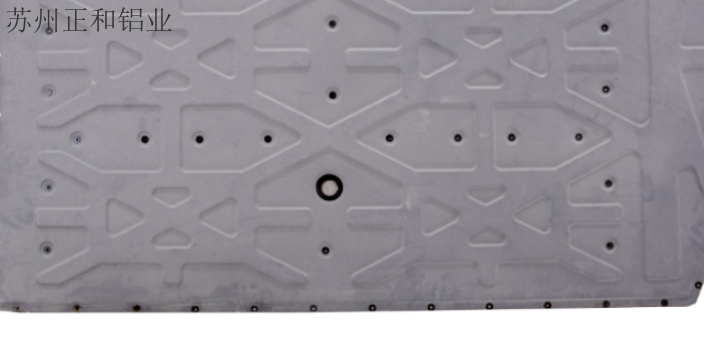
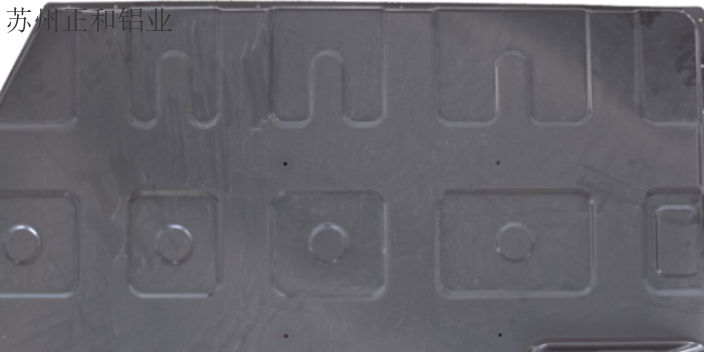
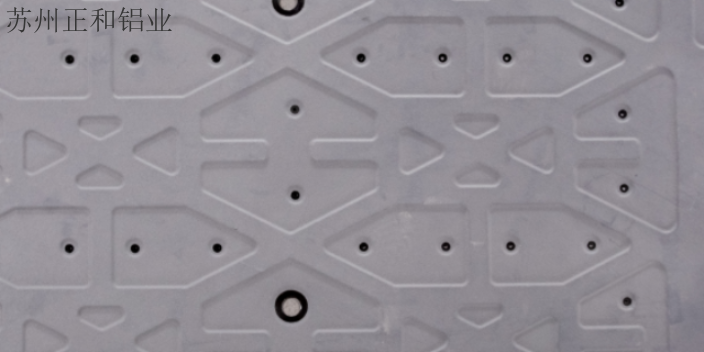
边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。5.正和铝业,电池壳托盘液冷设计一直走在精益求精,追求***的道路上!北京安全耐用电池壳研究**

能够降低边框后侧的焊缝气密失效的风险。前安装梁21中设置两条沿前后延伸的安装梁流道23,其中一个为与进液主流道连通的进液安装梁流道,另一个为与出液主流道连通的出液安装梁流道,安装梁流道23的前端延伸至边框组件1,与边框组件1上设置的水嘴5连通。如图1和图6所示,安装梁流道23前端对应的边框组件1处设置开口朝向下方的u型槽,u型槽在边框组件1内侧焊接有竖直的挡板16,挡板16上设置有供水嘴5穿过的内孔,水嘴5焊接在挡板16的内孔中。边框组件1在u型槽内焊接有形状与u型槽吻合的u型堵板15,通过u型堵板15对边框组件1进行密封,能够防止车辆涉水时,外界水气进入边框组件1内部,对边框组件1进行锈蚀,并且设置u型堵板15还能够增加边框组件1在该出的结构强度。如图3和图5所示,作为一种推荐的实施方式,为了增强电池箱体的保温性能,边框型材中位于下方的主流道侧壁14略高于主体部分的底部,在液冷板31插接在边框组件1内后,液冷板31形成的底板3底面高于边框组件1的底面,因此在边框组件1内,电池托盘的底部形成有保温层容纳空间,本实施例中的电池箱体用在商用车中,该电池箱体底部与其他整车结构配合后,电池箱底部流通不畅。河北加工电池壳生产正和铝业,以比较好的方案、**过硬的技术、**周全的服务,提供相当有性价比的液冷总成交付!
两个限位环31到立管12的两端的距离相等。承重立柱30以正反两种方式插入至立管12时,都可以实现两个电池架10的连接,安装方便。限位组件40环绕位于电池托盘11上的电池200且限位组件40的上端面高于电池200的上端面,限位组件40的下端面低于电池200的上端面。限位组件40环绕电池200的上端对电池200的上端进行紧固定位。限位组件40有效防止电池200倾倒,增加了运输过程中的安全性。限位组件40的高度设置有效避免了采用叉车进行安装时,叉车的叉车臂接触电池的极片造成短路现象。限位组件40安装至承重立柱30。作为一种具体的实施方式,限位组件40可以采用螺栓穿过立管12固定至承重立柱30上。在未设置立管时,可以采用螺栓直接固定至承重立柱。作为一种可选的实施方式,限位组件也可以安装至立管。或者,限位组件同时安装至承重立柱和立管。作为一种具体的实施方式,限位组件40包括:两个***梁41和两个第二梁42。***梁41的两端分别安装至两个承重立柱30。第二梁42的两端分别连接两个***梁41。***梁41的两端通过螺栓安装至两个承重立柱30。第二梁42的两端通过螺栓连接至两个***梁41。第二梁42相对于***梁41的位置可调从而实现对不同数量的电池的固定。具体而言。
在液压油温为40℃~50℃时,货叉起升到h3/2处,测定货叉根部10min内的下降量。重复测量二次,取其平均值。托盘车呈额定载荷运行状态,蓄电池充足电后,测其电压、电解液密度和温度。托盘车从运行路线图(图6)原始位置A沿路线1前进,在位置B装上标准载荷Q,沿路线2退回到位置C,沿路线3快速前进到位置D卸载,沿路线4退回到原始位置A,完成半个循环。再按原相反方向沿路线4快速前进到位置D装上标准载荷Q后,沿路线3快速退回到位置c,沿路线2前进到位置B放下标准载荷,再沿线路1退回到原始位置A,则完成一个循环(行程约68m)。连续运行三个循环。蓄电池可供用户工作时间用式(4)计算:制动性能试验应按照GB/T18849的规定。托盘车通过设计规定坡度的坡道,如果试验坡度不合适(过大或过小),可以用适当增、减试验载荷的方法进行试验,确定托盘车实际的坡度,并折算出**大爬坡度。折算**大爬坡度按式(5)近似计算:托盘车呈额定载荷状态,把货叉起升到**高位置,再在货叉上施加上,保持10min后卸载。检查液压系统有无渗漏油现象,目测结构件有无脱焊,裂纹和长久变形。,以(18±5)次/min的频速摇动手柄,使货叉由**低位升到**高位,然后将控制杆扳至下降位置。3.正和铝业,品质至上,为客户提供精良的液冷电池壳产品!

苏州正和铝业有限公司总部坐落于传统文化商业重地苏州市。公司创建于2017年,主要为客户提供电池热管理方案、液冷系统开发、液冷系统设计、液冷材料、液冷部件、液冷总成的交付等相关服务和产品。请关注公众号正和铝业Trumony1范围本标准规定了蓄电池托盘搬运车(一下简称托盘车)的类型、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于以蓄电池为动力的货叉上表面**大离地高度不大于300mm的蓄电池托盘搬运车。本报准也适用于货叉为平台型式的蓄电池搬运车。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的**新版本。凡是不注日期的引用文件,其**新版本适用于本标准。GB/T9286色漆和清漆漆膜的划格试验(GB/T9286-1998,eqvISO2409:1992)GB10827机动工业车辆安全规范(GB10827-1999,eqvISO3691:1980)GB/T13306标牌GB/T18849机动工业车辆制动器性能和零件强度(GB/T18849-2002,eqvISO6292。正和铝业从设计开发一直做到总成交付,总成包括我们自己的液冷部件和管路、水冷机等!定制电池壳性价比高
24.正和铝业动力电池液冷总成产品有冷板或弯管、箱体、chiller、接头、管路、导热硅胶垫!北京安全耐用电池壳研究**
包括:若干个电池架10、多个脚垫20、多个承重立柱30和限位组件40。电池架10用于盛载电池200。同一电池架10上可以盛载多个电池200。限位组件40用于限制电池200相对于电池架10的位置以对电池200进行固定。电池架10包括:电池托盘11和多个立管12。电池托盘11用于盛放电池200。多个电池200放置到电池托盘11上。多个立管12对电池托盘11进行支撑。具体而言,立管12的数目为4。4个立管12设置于电池托盘11的四周。多个立管12固定至电池托盘11。可以根据需要安装不同个数的电池架10。若干个电池架10堆叠设置。电池架10堆叠设置至,不同电池架10的立管12对齐。脚垫20安装至位于**下方的电池架10上。承重立柱30的两端分别插入至堆叠设置的相邻两个电池架10的立管12中。承重立柱30的两端插入至两个电池架10相互对齐的两个立管12中。4个承重立柱30实现两个电池架10的连接。可以采用螺栓固定立管12和承重立柱30。立管12为方管。承重立柱30为方管。承重立柱30上设有与立管12的端部配合用于对电池架10进行支撑并限制立管12相对于承重立柱30的位置的限位结构。作为一种具体的实施方式,限位结构为限位环31。限位环31套设在立管12的外周并焊接至立管12。限位环31的数目为2。北京安全耐用电池壳研究**
苏州正和铝业有限公司坐落于苏州市吴中区木渎镇金枫路216号东创科技园D幢705室,是集设计、开发、生产、销售、售后服务于一体,汽摩及配件的生产型企业。公司在行业内发展多年,持续为用户提供整套动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件的解决方案。公司主要产品有动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件等,公司工程技术人员、行政管理人员、产品制造及售后服务人员均有多年行业经验。并与上下游企业保持密切的合作关系。苏州正和铝业有限公司以符合行业标准的产品质量为目标,并始终如一地坚守这一原则,正是这种高标准的自我要求,产品获得市场及消费者的高度认可。我们本着客户满意的原则为客户提供动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!

- 湖南安全耐用电池壳供应商家 2023-09-28
- 江苏个性化电池壳安全性能高 2023-09-28
- 河南电池壳供应商 2023-09-28
- 贵州特殊电池壳工艺精湛 2023-09-28
- 安徽认可电池壳生产 2023-09-28
- 安徽阻燃率高电池壳生产制造商 2023-09-28
- 辽宁品质保障电池壳销售 2023-09-28
- 重庆高频焊电池壳加工 2023-09-14