-
 浙江品质力控打磨哪里买03.10
浙江品质力控打磨哪里买03.10非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控...

-
 本地柔性打磨来电咨询03.10
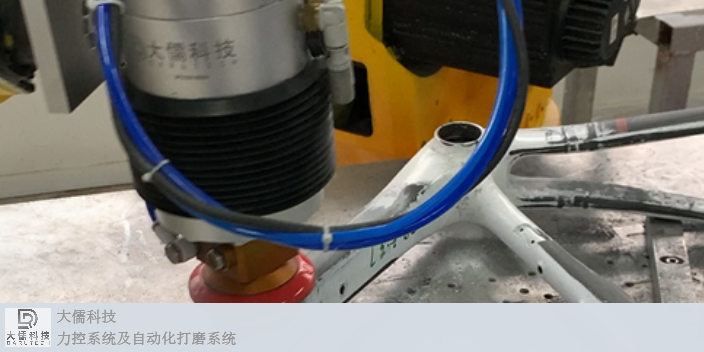
本地柔性打磨来电咨询03.10机器人在打磨及抛光领域应用越来越多,安装FDFC柔性打磨实现的柔性打磨工作台。当打磨机器人就位执行设置好的打磨路径,通过DFC柔性打磨控制实时的打磨力,当工件与浮动抛光电机构的接触压力增大时,DFC柔...
-
 杭州柔性打磨欢迎咨询03.09
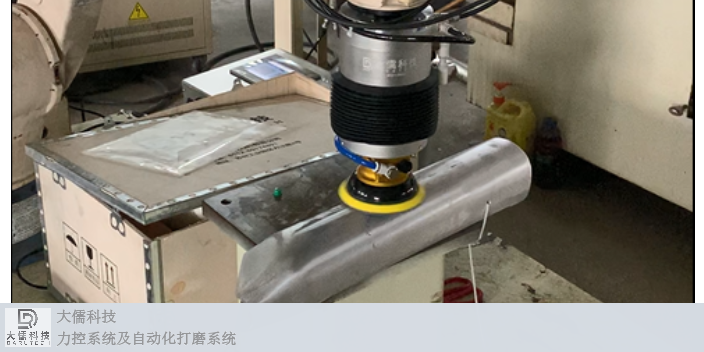
杭州柔性打磨欢迎咨询03.09金属加工工序中,激光焊接后的焊缝,因为金属的形变、焊缝的高差及治具定位公差等原因,使的焊缝打磨变得难以实现自动化打磨。常见的焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨、焊缝打磨后...
-
 徐州柔性打磨答疑解惑03.09
徐州柔性打磨答疑解惑03.09焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体...
-
 泉州什么是力控打磨哪里买03.08
泉州什么是力控打磨哪里买03.08使其更适合各种汽车,木工家具,3C产业的表面砂打磨和砂光。气动打磨机研磨速度快,有效缩短作业时间;轻巧、平衡性高、使用长时间不易疲劳;使用木工家具、轻毂、金属研磨、汽车钣金涂装、研磨、修面,羽状边研磨...
-
 安徽精密力控打磨欢迎咨询03.08
安徽精密力控打磨欢迎咨询03.08DFC力控打磨末端安装不同种类的气动研磨工具,使其更适合各种汽车,木工家具,3C产业的表面砂打磨和砂光。气动打磨机研磨速度快,有效缩短作业时间;轻巧、平衡性高、使用长时间不易疲劳;使用木工家具、轻毂、...
-
 洛阳直销力控打磨操作简单03.07
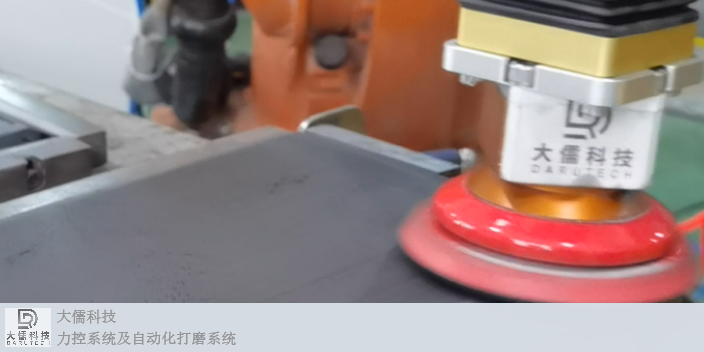
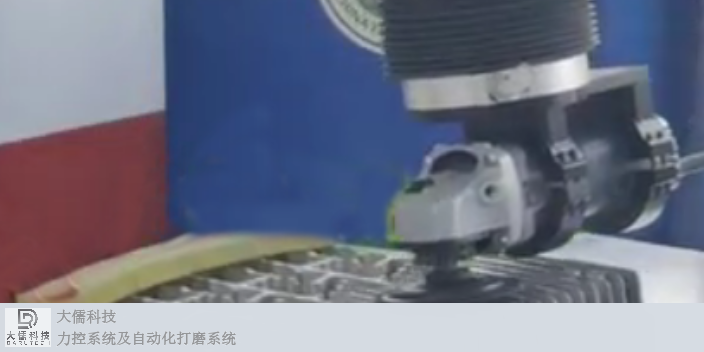
洛阳直销力控打磨操作简单03.07使用DFC智能力控打磨力控打磨来实现批量打磨。在DFC力控打磨执行器末端安装上客户原有的打磨抛光工具即可实现力控打磨的柔性执行。例如在DFC力控打磨末端安装角磨机实现焊缝打磨或者焊渣清理。可以根据需要...
-
 郑州直销力控打磨欢迎咨询03.07
郑州直销力控打磨欢迎咨询03.07加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更...
-
唐山通用力控打磨打磨03.06
保证了打磨力的均衡柔性输出,高精度力控制,不但可以解决打磨行业自动化实现难的痛点,又保证了批量工件的打磨效果的均匀性和一致性;打磨过程中的高频率振动对打磨机、机械手连接部分有不可逆的损伤,包括精度降低...
-
 江苏智能力控打磨控制系统03.06
江苏智能力控打磨控制系统03.06对于石材表面的平整要求也越来越高,需要对石材表面进行打磨抛光,实现平面光滑整洁,而现有的打磨操作一般需要工人使用打磨工具对石材表面一点点打磨抛光,这种打磨方式耗时耗力,打磨的效率不高,对工人的劳动强度...
-
 智能力控打磨来电咨询03.05
智能力控打磨来电咨询03.05打磨力的数字量化及实时控制,保证了打磨力的均衡柔性输出,高精度力控制,不但可以解决打磨行业自动化实现难的痛点,又保证了批量工件的打磨效果的均匀性和一致性;打磨过程中的高频率振动对打磨机、机械手连接部分...
-
 成都直销力控打磨详情03.05
成都直销力控打磨详情03.05大儒科技的DFC智能力控打磨力控打磨具有以下优点1.全数字化控制:采用全数字化控制,可以实现高精度的数据采集和控制,使系统具有更高的打磨精度和稳定性2.多元化传感技术:系统采用多种传感技术,例如负荷传...