企业商机
首页 > 企业商机
首页 > 企业商机

一、BIG镗刀 刀片松动1、可能的原因分析:A、在装刀片时,刀片上、刀片座底面或侧面、刀片固定螺纹孔内以及刀片固定螺钉上可能有杂质未清理干净,导致表面上看似锁紧了,实际上刀片底面或侧面没有和刀片座有效...
小径钻头・小径立铣刀用BIG弹簧刀柄美夹微型刀柄夹持直径φφ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTOST车床用配件螺母外径为φ10mm的纤细设...

BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特...

大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位...
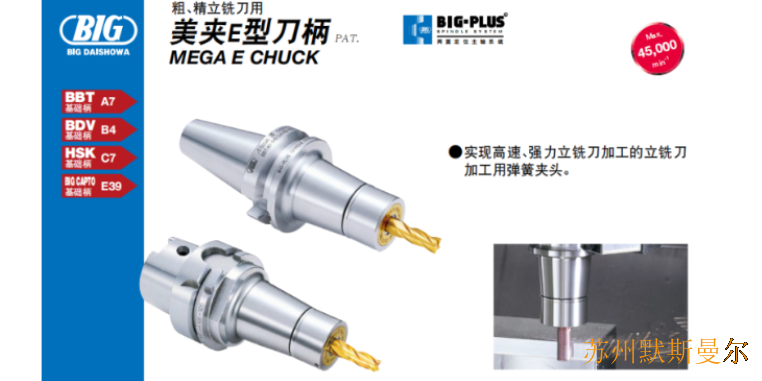
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长...

带跳动精度调节机构的BIG弹簧刀柄 ,精度可调式RA刀柄新倍比高精度弹簧夹头。夹持直径:φ0.5-φ20.接口有:BBT(BIGPLUS); HSK_A ;配件夹头式刀柄增加跳动精度调节机构。修正机...
在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购...

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一...

BIG铣刀柄高精度铣刀柄,夹持直径φ12-φ.接口有:(BIGPLUS),BTBDV,(BIGPLUS)DV,HSK_A,BIGCAPTO,CK型ST配件“振动”的高刚性铣刀柄。BIG自创...

改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。 使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有...

粗、精立铣刀用弹簧BIG刀柄美夹E型刀柄夹持直径φ3-φ12BBT(BIGPLUS)BDV(BIGPLUS)HSK_AHSK_FBIGCAPTO配件高速、高刚性的立铣刀加工用高精度弹簧夹头。具有...

大昭和刀柄:精工细作,品质之选在机械加工的世界里,刀柄作为连接刀具与机床的桥梁,其重要性不言而喻。大昭和刀柄,凭借其优越的性能和品质,已在市场中脱颖而出。大昭和刀柄的制造工艺堪称精湛。采用先进的热处理...

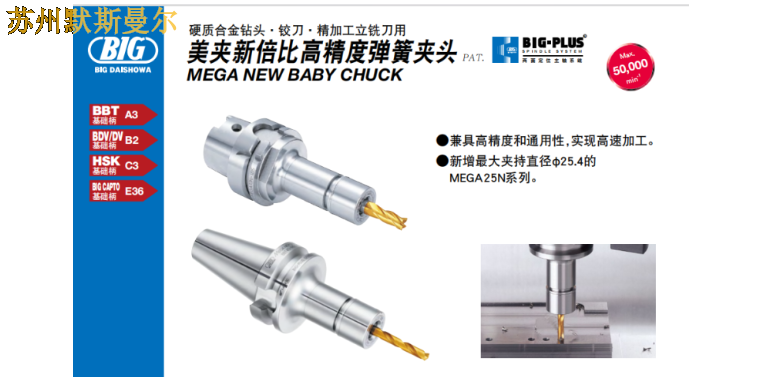
硬质合金钻头・铰刀・精加工立铣刀用BIG弹簧刀柄美夹新倍比高精度弹簧夹头夹持直径φ〜φ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTO配件兼具高...

铣刀柄BIG高精度强力铣刀柄NEWHi-POWERMILLINGCHUCK⨋抑制“振动”能力强的高刚性刀柄。⨋夹持力强、跳动精度高,适用于立铣刀加工。为了同时获得稳定的跳动精度和强大的夹持力,此刀柄采...

硬质合金钻头・铰刀・精加工立铣刀用BIG弹簧刀柄美夹新倍比高精度弹簧夹头夹持直径φ〜φ(BIGPLUS)BDV(BIGPLUS)DVHSK_AHSK_EHSK_FBIGCAPTO配件兼具高...

大昭和刀柄——精工品质,优越之选在工业领域,精密加工的重要性不言而喻。大昭和刀柄,作为行业内的佼佼者,以其超凡的品质和优越的性能,赢得了众多用户的青睐。大昭和刀柄在性价比方面极具优势。其采用先进的生产...

大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。两面定位系统B...

孔的加工方法及精度:钻孔精度:IT10~IT13粗糙度:。镗孔加工:镗孔加工就是指将工件上原有的孔进行扩大或精化。它的特征是修正孔的偏心、获得精确的孔的位置,取得高精度的圆度、圆柱度和表面...

四、CK连接螺丝拆不下来 1、可能的原因分析:A、在锁紧CK连接螺钉时,因使用了加长杆使锁紧力过大,使锁紧螺钉的锥面和镗头的锥孔面产生了溶敷现象。B、因为加工相对较深的孔,系统刚性较弱,可能系统是在长...

大昭和刀柄——精工细作的优越之选在机械加工的广阔天地中,大昭和刀柄以其独特的设计和优越的性能,成为众多工业用户的选择。与市场上的同类产品相比,大昭和刀柄的差异化特点尤为突出。首先,大昭和刀柄在材质选择...
重切削・立铣刀用BIG铣刀柄美夹倍力型刀柄夹持直径φ16-φ50BBT(BIGPLUS)BDV(BIGPLUS)HSK_AHSK_FBIGCAPTO配件螺母与本体完全紧贴。铣刀柄进一步强化,与主轴近乎...

大昭和刀柄——精工细作的优越之选在机械加工的世界里,刀柄作为连接刀具与机床的桥梁,其重要性不言而喻。而在众多刀柄品牌中,大昭和刀柄以其优越的性能和稳定的品质,赢得了众多用户的青睐。大昭和刀柄,汇聚了日...
BBT30-MEGA8E-75BBT30-MEGA8E-90BBT30-MEGA6E-105BBT30-MEGA10E-50BBT30-MEGA10E-75BBT30-MEGA10E-90BBT30-
三、TW刀夹尾部裂纹:1、可能的原因分析:A、在紧固刀片座锁紧螺栓时,因使用了加长杆使锁紧力过大,直接导致F1和F2过大,而F1和F2是使刀片座胀开的力,因此如果F1和F2太大,超出了刀片...

在机械加工领域,大昭和刀柄以其优越的性能和稳定性而备受赞誉。相较于市场上的同类产品,大昭和刀柄展现出了独特的差异化优势。首先,大昭和刀柄在材质选择上极为考究,采用品质的材料,确保了刀柄的耐用性和使用寿...

高速加工用刀柄BIG美夹刀柄系列:高动平衡性1.从设计到制造的所有环节,追求动平衡性。实现各系列要求的高转速。高动平衡型设计+彻底的全周研磨+通过高精度动平衡测量仪检测平衡二:采用新设计的...
BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一...
内置防刃具脱落机构BIG美夹超力刀柄PAT.MEGA刃具不松脱、不打滑的强力铣刀柄。⨋适用于加工钛合金及镍铬铁耐热合金等难削材料。⨋适用于标准规格的带平面圆杆刃具。(无平面部的刃具也可按照规格进行追加...

大径精镗头EWN150微调机构涡轮蜗杆齿轮断裂1、可能的原因分析:A、在进行尺寸微调时,未事先把套管轴锁紧螺丝松开。B、在进行尺寸微调时,超出了镗头调节范围。C、长期使用未及时添加润滑脂,或使用后长时...
内置防刃具脱落机构铣刀柄,美夹超力刀柄。夹持直径φ16-φ32。BBT(BIGPLUS),DV,HSK_A,采用自创的锁紧机构,防止重切削时的掉刀或刃具打滑。适用于加工钛合金及镍铬铁耐热合金等难削材料...
2024.06.01 福建本地BIG大昭和结构
2024.06.01 山东进口BIG大昭和价格行情
2024.06.01 成都国内BIG大昭和价格
2024.06.01 安徽好的BIG大昭和多少钱
2024.06.01 天津BIG大昭和
2024.06.01 山东BIG大昭和
2024.05.31 重庆进口BIG大昭和代理商
2024.05.31 福建国内BIG大昭和价格
2024.05.31 高速BIG大昭和刀柄
2024.05.31 BIG大昭和刀柄
2024.05.31 福建靠谱的BIG大昭和报价
2024.05.31 安徽进口BIG大昭和结构
2024.05.30 安徽国产BIG大昭和价格
2024.05.30 江苏进口BIG大昭和价格行情
2024.05.30 江苏靠谱的BIG大昭和刀片
2024.05.30 天津高速BIG大昭和配件
2024.05.30 江苏好的BIG大昭和刀片
2024.05.30 天津靠谱的BIG大昭和厂商
2024.05.29 山东高速BIG大昭和技术
2024.05.29 山东国产BIG大昭和要多少钱