焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。陶瓷式电加热器系列。江苏陶瓷加热器
热处理关闭在从石器时代进展到铜器时代和铁器时代的过程中,热处理[1]的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。随着淬火技术的发展,人们逐渐发现淬冷剂对淬火质量的影响。三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为~,而表面含碳量却达,说明已应用了渗碳工艺。但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。法国人奥斯蒙德确立的铁的同素异构理论,以及英国人奥斯汀极早制定的铁碳相图。江苏陶瓷加热器吴江履带式电加热器。

履带加热器的分类:履带加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。履带加热器可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种新颖实用的理想局部热处理加热器。至高工作温度105℃。履带加热器的分类介绍:JI型覆带式加热器是由耐高温多股品质高镍硌丝和品质高陶瓷绝缘器件按特殊工艺要求编结而成,是在其长度方向有任意弯曲特性的新颖加热器。由于该加热器强度好,有绕性,所以普遍适用于各种金属容器、管道、钢架、铸件的预热和消除应力,并能适合几何形状的工作,如同时用几块合并使用则可平铺覆盖在大面积工件上。亦可环绕在“4-25”(英尺)的管道上作预热和焊后热处理,如使用合理,则寿命很长。Icd型履带加热器长宽尺寸可以灵活改变制作的履带式电加热器,应视工件的几何形状、壁厚及热处理工艺要求选择相应的规格。另外履带式加热器还可以配以保温材料及外壳,做成自保温的加热器,其形状可以是平板、直角等,方便使用。
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。焊后热处理电加热器。

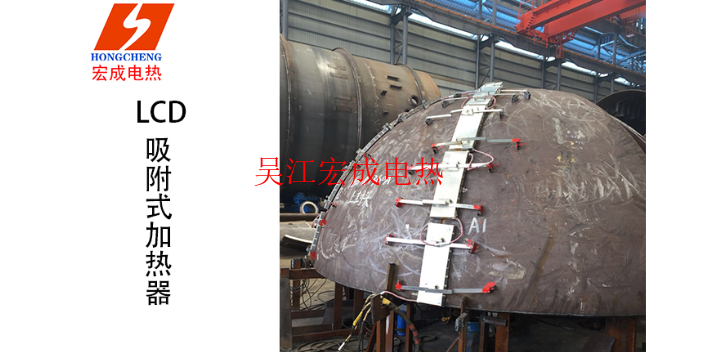
(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100,保温棉轴向宽度等于t型焊缝到辅助加热带轴向端部距离的基础上加保温棉环向宽度为覆盖筒体的一半周长;若d/t>100。LCD-Q对开式哈弗加热器。黑龙江红外线陶瓷加热器
LCD履带式陶瓷电加热器。江苏陶瓷加热器
各行各业都在谋求产业的转型升级,尤其在人工智能、大数据、物联网等新一代信息技术推动下,信息化、自动化、智能化已经成为了加工企业发展的主要路径。随着产业转型升级的持续推进,未来履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱渗透率有望持续提升,新四化(电动化、网联化、智能化、共享化)将是未来机械行业发展的重点,而智能化的普及更是重中之重。随着劳动力成本的持续增加,加工对设备的自动化、智能化水平需求也越来越迫切。在这种背景下,智能制造正在成为行业新一轮转型升级的突破口和重点。人们对于环境的日益关注,反映了公众对环境保护生产型的重视程度。据环保部发布的数据显示,2015年,京津冀、长三角、珠三角区域及直辖市省会城市等74个城市空气质量平均超标天数比例为39.7%。江苏陶瓷加热器
吴江宏成电热设备有限公司是我国履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱专业化较早的有限责任公司之一,公司始建于2010-02-24,在全国各个地区建立了良好的商贸渠道和技术协作关系。公司主要提供温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。一般项目:金属表面热处理加工;机械设备租赁;许可项目:货物进出口;道路货物运输(不含危险货物)等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。