使用方法:根据热处理工件选择加热器。规格管道工程若要采用低电压加热器可选用ZCD型指状陶瓷加热器,管道管座等特殊几何形状的工件指状加热器的履带式加热器无法包覆的可采用绳状陶瓷加热器,大管道、容器等一般工件均可采用履带式陶瓷加热器。下面介绍怎样选择加热器规格和使用方法。1、根据热处理工件来确定加热器面积、即加热区域、具体应根据工艺要求和热处理工件的壁厚。设加热面积为AA=L*H(米)L:为热处理工件的长度。圆体工件的长度L=D、D为工件外径。H:为加热宽度。加热宽度H,即陶瓷加热器宽度。H取多大为宜,我们根据国外局部热处理规范,认为在一般情况下,可取H=(7-12)就可以了。8为热处理工作的壁厚。苏州履带式电加热器。西藏履带式陶瓷加热器
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。吴江区陶瓷加热器的厂家履带式电加热器厂家。

正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法:1、陶瓷加热器加热板上的助焊剂受到高温作用,残留物几乎炭化,助焊剂会发生氧化作用,接触助焊剂的加热板会有变成黑色或黑黄色的,这是没办法用普通方法清洗掉的。2、首先用化学试剂(酒精或甲基苯、二甲酮之类的)把助焊剂残渣清洗干净,至于加热板上面颜色比较深的氧化层,可以使用5%-10%的稀盐酸多擦拭几次,就可以清洗干净了,然后再用清水进行清洗。3、注意必须穿戴好防护手套和防护眼镜,以免出现意外。以上是关于正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法,希望对您有所帮助。陶瓷加热器现在成为了一种高效热分部均匀的加热器、热导性非常好的金属合金,可以保证热面温度的均匀性,消除设备热点及冷点,应用范围越来越普遍。
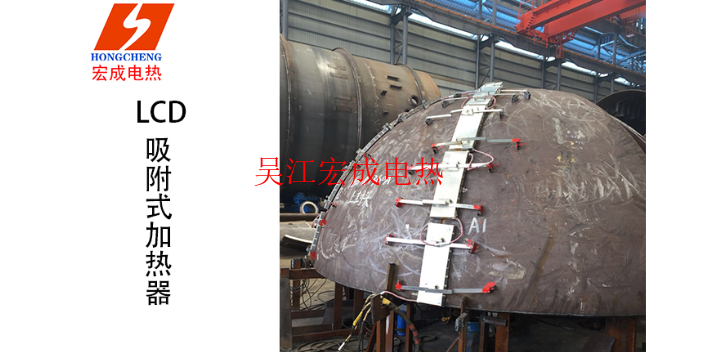
一.履带式电加热器概述:各种工业设备及大型工件在焊接前的预热,焊接后的消除应力均需进行局部热处理。以达到提高工件质量,加强区域韧性的目的。而目前在大型工件或野外现场,设备检修中所采用的都是传统的,低效的,耗能大的高频加热,火焰加热或花大量投资专门制造超级加热炉进行热处理的传统方法。此外,在金属容器的干燥和高温加热方面采用的都是陈旧的方法。如①蒸汽管加热和水油隔套间接传导加热法,(但达不到某些高温加热要求,且容器也笨重,费工料,不易维修)。②破坏容器,采用电热棒插入式加热法(有些物料不允许与加热体接触或电热棒损坏后污染物料,且在维修时要放掉物料后才可进行)。③用电炉丝串接普通瓷管,缠绕外加热法(瓷管与容器成线接触,接触面小,热效率低,且普通瓷件易碎不安全)。履带式加热器取代了上述传统落后的方法,是在局部加热,野外现场加热、外部加热等方面的理想产品。二、履带式电加热器结构、用途:由耐高温多股质优电热丝和强度大度,高耐温的瓷件按特殊工艺要求编接而成,在其长度方向有任意弯曲特性,可普遍用于各种工业设备、工件的现场热处理,各种金属容器,管道的干燥,加热升温,各种模头,模具的高温外加热等场合。苏州电加热器生产厂家。

包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。陶瓷电加热器的原理。山西陶瓷加热器
LCD型履带式电加热器。西藏履带式陶瓷加热器
工装履带加热器构件:工装履带加热器是选用品质高镍铬合金丝缆,外套高纯度氧化铝陶瓷绝缘件制成履带式或绳式加热器以及其它产品形式。工装履带加热器可以与工件接触加热,能根据工件形状、尺寸制作,可以拼接、弯曲、缠绕紧贴工件加热,工装履带加热器具有使用范围广,升温速度快,热利用率高,操作方便等特点。表面至高温度可达1000℃。工装履带加热器适用于各种金属构件,如大型塔器、高压容器、桥梁、高压管道的焊接预热,中间消氢和焊后的局产部热处理,消除应力。工装履带加热器是目前焊接界一种新颖实用的理想局部热处理加热器。亦可用于化工管道,容器的辅助加热,且室内室外不限。如需改换电加热管,则应当先所端部的保护罩打开,然后正确拧下压紧螺母,拆去电热管上的软电线,如此这样电加热管就可以拔出进行快速的更换。工装履带加热器是目前先进、实用的局部加热设备长度尺寸可以灵活改变制作的履带式陶瓷电加热器、履带加热器,应视工件的几何形状、壁厚及热处理工艺要求选择相应的规格。至高工作温度1000℃。 西藏履带式陶瓷加热器
吴江宏成电热设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务分为履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。