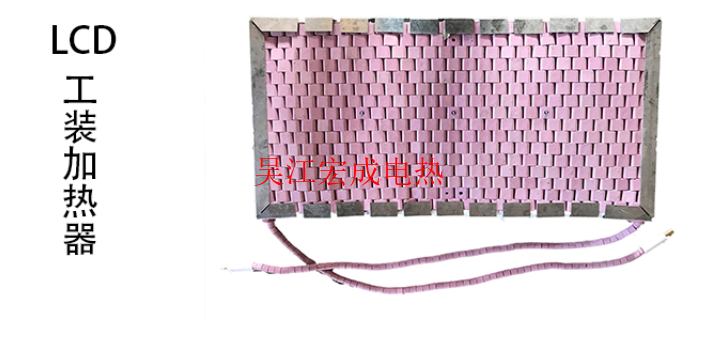
LCD型履带式陶瓷电加热器:LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线。SCD绳型加热器:绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极少直径Φ70,能满足Φ70以上的各种管道热处理。管道热处理远红外加热带。上海陶瓷加热器的厂家

包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。上海高温陶瓷加热器陶瓷电加热器的价格。
使用陶瓷加热板时要注意什么?陶瓷加热器是一种有效热分布均匀的加热器,具有导热强,受热均匀,消除设备热点和冷点、寿命长、保温性能好、机械性能强、耐腐蚀、抗磁场等优点。陶瓷加热器之所以可以加热,是因为它的内部有加热板,那么,在使用陶瓷加热板的时候需要注意什么呢?一、使用说明:1.陶瓷加热器的工作电压不应该超过额定值的10%;2.陶瓷加热器接线部分应该在加热层和保温层的外面,外壳一定要有效接地。二、使用注意事项:1.安装之前需要先检查安装位置与陶瓷加热板的规格是否匹配,使用的电压是否一致。2.陶瓷加热器非防水性结构,所以,存放及使用安装的时候一定不要与油、水、塑胶粒接触,以防止漏电。3.在使用之后如果发现表面出现焦黑状的色泽,这就表明了发热及受热体的散热不平衡,应该及时调整,避免出现烧穿的情况。4.安装的时候必须把陶瓷加热器与被加热体紧密贴合,受热体的表面应该平坦完整,无凹凸不平的现象。5.加热使用高温陶瓷加热板的时候,应该避免用力敲击或与硬物相撞造成瓷砖断裂,合金电阻丝外露会影响其操作寿命。
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。电加热器型号规格尺寸。
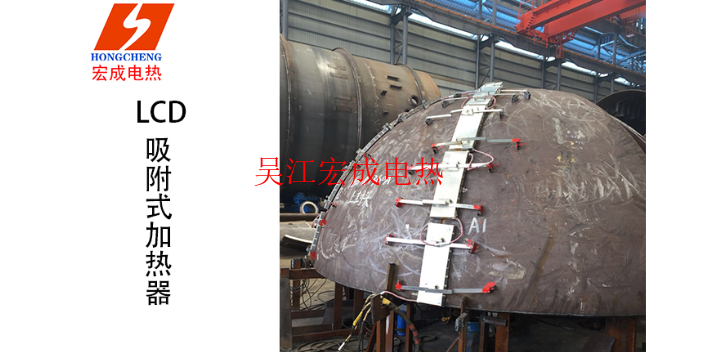
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。吴江履带式电加热器。重庆陶瓷加热器哪家好
LCD-Q对开式哈弗加热器。上海陶瓷加热器的厂家
内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。上海陶瓷加热器的厂家
吴江宏成电热设备有限公司是国内一家多年来专注从事履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱的老牌企业。公司位于吴江区平望镇梅堰龙南村,成立于2010-02-24。公司的产品营销网络遍布国内各大市场。公司主要经营履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司秉承以人为本,科技创新,市场先导,和谐共赢的理念,建立一支由履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱**组成的顾问团队,由经验丰富的技术人员组成的研发和应用团队。吴江宏成电热设备有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到机械及行业设备行业内客户认可和支持,并赢得长期合作伙伴的信赖。