工装履带加热器构件:工装履带加热器是选用品质高镍铬合金丝缆,外套高纯度氧化铝陶瓷绝缘件制成履带式或绳式加热器以及其它产品形式。工装履带加热器可以与工件接触加热,能根据工件形状、尺寸制作,可以拼接、弯曲、缠绕紧贴工件加热,工装履带加热器具有使用范围广,升温速度快,热利用率高,操作方便等特点。表面至高温度可达1000℃。工装履带加热器适用于各种金属构件,如大型塔器、高压容器、桥梁、高压管道的焊接预热,中间消氢和焊后的局产部热处理,消除应力。工装履带加热器是目前焊接界一种新颖实用的理想局部热处理加热器。亦可用于化工管道,容器的辅助加热,且室内室外不限。如需改换电加热管,则应当先所端部的保护罩打开,然后正确拧下压紧螺母,拆去电热管上的软电线,如此这样电加热管就可以拔出进行快速的更换。工装履带加热器是目前先进、实用的局部加热设备长度尺寸可以灵活改变制作的履带式陶瓷电加热器、履带加热器,应视工件的几何形状、壁厚及热处理工艺要求选择相应的规格。至高工作温度1000℃。 苏州远红外陶瓷加热器。广东陶瓷加热器温度
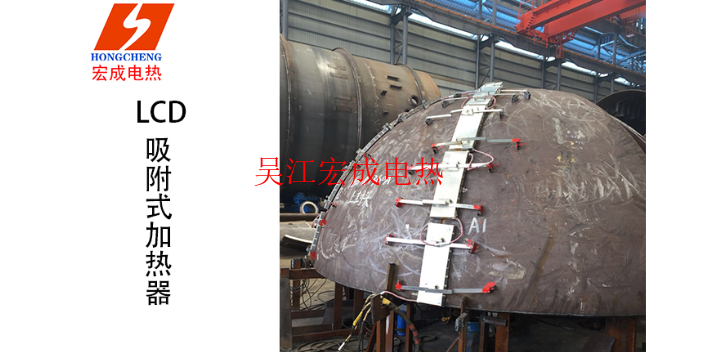
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。河南陶瓷加热器炉焊后热处理电加热器。
包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。
热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,钢铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为0.15~0.4%,而表面含碳量却达0.6%以上,说明已应用了渗碳工艺。但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。LCD履带式陶瓷电加热器。

电加热形式有哪些?不同类型的电加热器的工作原理不同,其中包括普通环境下使用的空气电加热器,工厂内使用的Ptc电加热器,安全措施较高的防爆电加热器,使用简便的液体电加热器,运输行业需要的管道电加热器。一系列的电加热器在不同的地方,就起到不一样的作用。常见加热器的电加热形式有哪些?1、电磁加热。电磁加热通过电子线路板组成部分产生交变磁场、当用含铁质容器放置上面时,容器表面具即切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的铁原子高速无规则运动,原子互相碰撞、摩擦而产生热能。2、红外线加热。将红外线辐射器(发生器)发出来的红外线,照射到被加热物体上,除被反射和透射外,其余则被物体吸收并转化为物质分子的热运动,从而使物体受热。研究表明,物质的分子总是以自己固有的频率在运动着,当入射的红外线频率与物质分子的固有频率相等时,即易产生共振现象,先引起分子、原子的振动和转动,继而使物质分子运动的振幅加大,从而产生热。因此为了提高红外线加热的效果和效率,应先测定各待加热物料吸收红外线的波谱。3、电阻加热。利用电流通过电热体放出热量来加热坯料的加热方法。常见的电阻丝加热,陶瓷加热器。热处理加工设备,远红外陶瓷加热器。浙江陶瓷加热器炉
工业级陶瓷电加热器。广东陶瓷加热器温度
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。广东陶瓷加热器温度
吴江宏成电热设备有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司拥有专业的技术团队,具有履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等多项业务。宏成电热自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。