LCD型履带式陶瓷电加热器:LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线。SCD绳型加热器:绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极少直径Φ70,能满足Φ70以上的各种管道热处理。热处理加热带,远红外带式加热器。陕西陶瓷加热器厂家

SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述吴江宏成电热设备有限公司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用优良耐高温镍铬丝和高质量高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1400℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折的极限直径约60mm,能满足60mm--300mm左右的各种管道热处理。直角型加热片可以配套DWK、ZWK、CWK、WCK等系列温度控制箱使用。技术参数:1,使用电压:220V2,长度:1000mm3,宽度:120mm*24。江苏陶瓷加热器加热丝焊接热处理加热设备。
热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,钢铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为0.15~0.4%,而表面含碳量却达0.6%以上,说明已应用了渗碳工艺。但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。
工艺过程:热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热是热处理的重要工序之一。金属热处理的加热方法很多,很早前是采用木炭和煤作为热源,近而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金,以至浮动粒子进行间接加热。金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。因而金属通常应在可控气氛或保护气氛中、熔融盐中和真空中加热,也可用涂料或包装方法进行保护加热。加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。加热温度随被处理的金属材料和热处理的目的不同而异,但一般都是加热到相变温度以上,以获得高温组织。另外转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显微组织转变完全,这段时间称为保温时间。采用高能密度加热和表面热处理时,加热速度极快,一般就没有保温时间。热处理加工需要多少钱?
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。履带式电加热器原理。镇江远红外线陶瓷加热器
管道热处理远红外加热带。陕西陶瓷加热器厂家
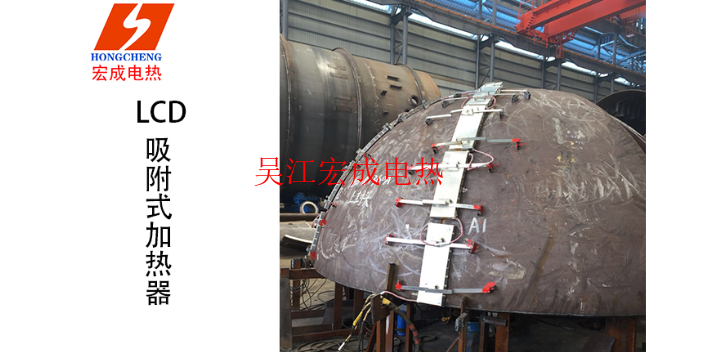
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。陕西陶瓷加热器厂家
吴江宏成电热设备有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。吴江宏成电热设备有限公司主营业务涵盖履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。一直以来公司坚持以客户为中心、履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。