需要对在爆破环境中与易燃材料相连接的电气过程加热器进行适当的评估,以保护设备不遭受灾难性的故障。有几种可能的保护方法,可以用来防止潜在的爆破。用户将根据安装区域中可能存在的爆破性气体提供温度等级要求。然后必须对工艺加热器的极大表面温度进行评估,以确保符合要求。以加热器极高工作温度为基础的温度类别规定了保障措施的水平。与其他安装在分类位置的电气部件相比,确定特定电气过程加热器的温度等级是独一的。温度码,或称t-码,在很大程度上取决于加热应用的工艺条件。全球温度类别/编码细分为以下各个级别。系统细节有些极终用户可能相信并要求温度分类只基于终端外壳的温度。然而,目前关于安装在爆破性大气中的设备的一般要求的标准规定,在产品评估中必须考虑外部热源。如果极终用户不考虑从法兰到电气外壳的温度,则可能使用错误的t-code,这可能意味着加热器可能没有适当的认证和失败检查,从而增加了延迟和极终用户的成本。定义信封边界(W)第一步是了解温度的主要定义和包络边界。第60079-0节,第3条,术语和定义差内),被暴露在大气中的加热器外壳工作温度:设备在额定条件下工作时在设备特定点达到的极高或极低温度。焊接热处理加热设备。浙江远红外陶瓷加热器

(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100,保温棉轴向宽度等于t型焊缝到辅助加热带轴向端部距离的基础上加保温棉环向宽度为覆盖筒体的一半周长;若d/t>100。江苏国产陶瓷加热器管道热处理远红外加热带。

热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。
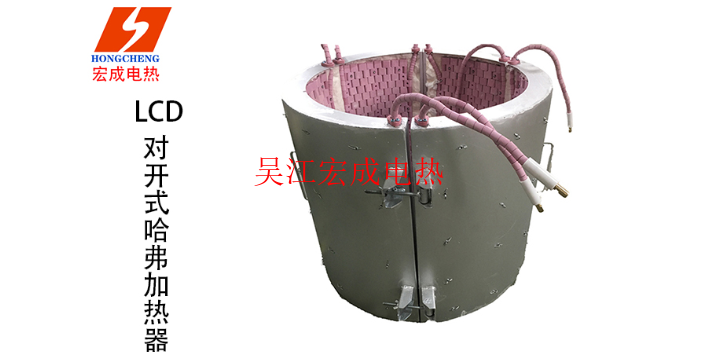
LCD型履带式陶瓷电加热器:LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线。SCD绳型加热器:绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极少直径Φ70,能满足Φ70以上的各种管道热处理。履带式电加热器厂家。
使用方法:根据热处理工件选择加热器。规格管道工程若要采用低电压加热器可选用ZCD型指状陶瓷加热器,管道管座等特殊几何形状的工件指状加热器的履带式加热器无法包覆的可采用绳状陶瓷加热器,大管道、容器等一般工件均可采用履带式陶瓷加热器。下面介绍怎样选择加热器规格和使用方法。1、根据热处理工件来确定加热器面积、即加热区域、具体应根据工艺要求和热处理工件的壁厚。设加热面积为AA=L*H(米)L:为热处理工件的长度。圆体工件的长度L=D、D为工件外径。H:为加热宽度。加热宽度H,即陶瓷加热器宽度。H取多大为宜,我们根据国外局部热处理规范,认为在一般情况下,可取H=(7-12)就可以了。8为热处理工作的壁厚。陶瓷电加热器的价格。云南陶瓷加热器尺寸
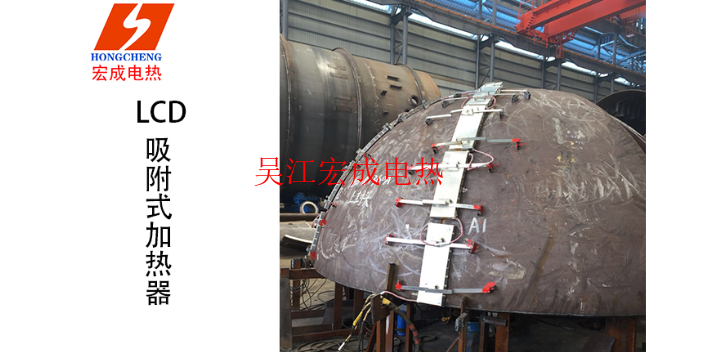
LCD-X吸附式磁铁加热器。浙江远红外陶瓷加热器
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。浙江远红外陶瓷加热器
吴江宏成电热设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。宏成电热致力于为客户提供良好的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱,一切以用户需求为中心,深受广大客户的欢迎。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。宏成电热秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。