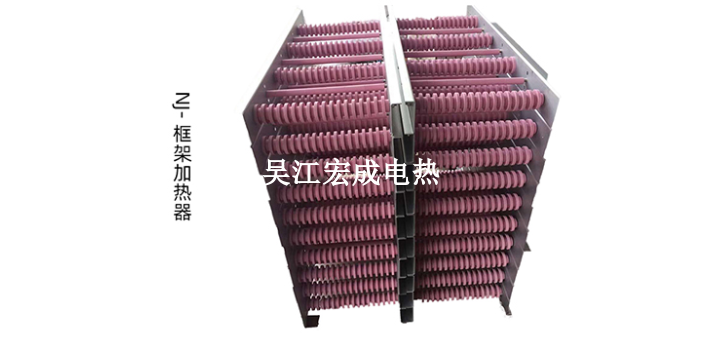
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。lcd型履带式陶瓷电加热器。辽宁直销LCD履带式电加热器焊前预热焊后热处理批发厂家
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。辽宁直销LCD履带式电加热器焊前预热焊后热处理批发厂家履带式电加热器管道热处理施工。

吴江宏成电热设备有限公司成立于2002年,是一家生产研发电加热器、履带式加热器及其自动化热处理设备、各类焊条烘箱、焊剂烘箱等产品的高科技,拥有良好的技术测试手段和良好的管理水平。历经了20年的发展,吴江宏成电热设备有限公司一直秉承"科技兴业"这一理念,不断引进高素质技术人才,在取得本行业优势的基础上,以浙江大学等多家科研单位为技术后盾,开发前沿技术,从而保证产品研发的较高地位。●2008年与中石化十公司福建炼油厂合作热处理工程项目。●2009年与四川普光天然气净化厂(亚洲比较大)合作热处理工程项目。●2014年与四川泸州煤气化项目热处理工程。●2017年与广东惠州大亚湾炼油厂合作热处理工程项目。●2018年与珠海中国石化合作热处项目工程。●2019年为山东电建(出口沙特)电厂项目供应专业热处理设备。●2020年与连云港盛虹石化(世界500强)合作管道热处理项目工程。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度极慢),目的是使金属内部组织达到或平衡接近均衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为热处理。淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热...陶瓷电加热器的价格。
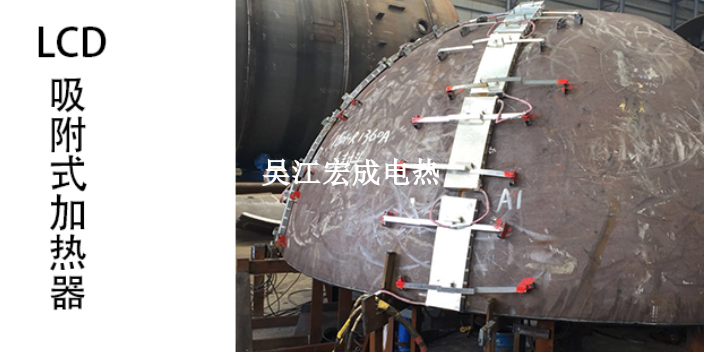
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。工装履带式电加热器。内蒙古好的LCD履带式电加热器焊前预热焊后热处理检修
SCD绳式电加热器厂家。辽宁直销LCD履带式电加热器焊前预热焊后热处理批发厂家
履带式加热器的特点::(1)有较高功率密度,可以进行快速加热,其加热速度远超过感应加热。(2)体积小略结构简单合理,重量轻,搬运装拆劳动强度低。(3)可根据热处理工件需要来确定陶瓷电加热器的数量,不受任何条件的约缚。(4)陶瓷电加热器直接覆盖在热处理工件上,外面包履一层保温毯(针刺毯),不需要任何热容量大的材料,因此加热器热损失小,省电、节能效果明显。SCD绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极限的直径Φ70,能满足Φ70以上的各种管道热处理。辽宁直销LCD履带式电加热器焊前预热焊后热处理批发厂家
吴江宏成电热设备有限公司是国内一家多年来专注从事履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱的老牌企业。公司位于吴江区平望镇梅堰龙南村,成立于2010-02-24。公司的产品营销网络遍布国内各大市场。公司主要经营履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司与行业上下游之间建立了长久亲密的合作关系,确保履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。在市场竞争日趋激烈的现在,我们承诺保证履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。