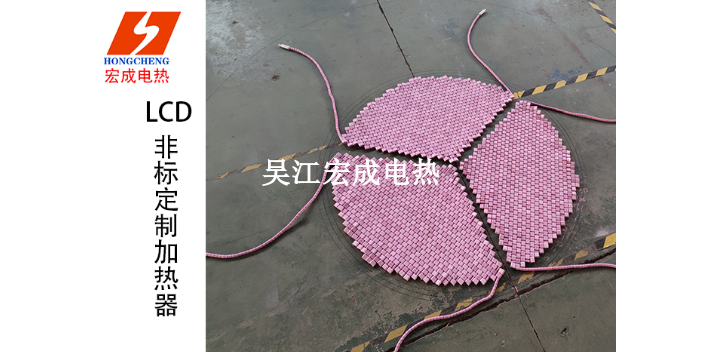
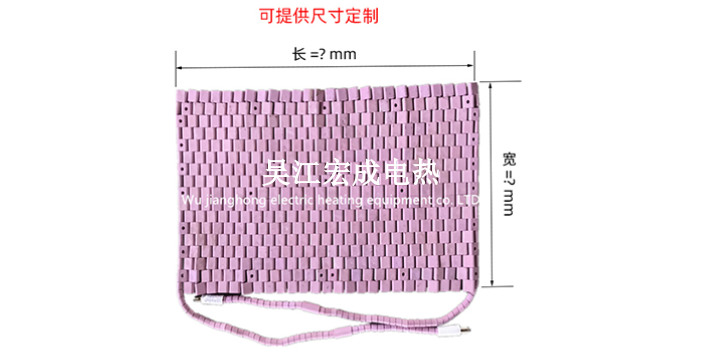
LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线,可以根据所需要加工工件的尺寸定制,尺寸灵活可变动,最高工作温度1000摄氏度。搭配保温棉拥有良好的保温效果。LCD-Q对开式哈弗加热器。天津直销LCD履带式电加热器焊前预热焊后热处理供应商家
工艺过程:热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热是热处理的重要工序之一。金属热处理的加热方法很多,很早前是采用木炭和煤作为热源,近而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金,以至浮动粒子进行间接加热。金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。因而金属通常应在可控气氛或保护气氛中、熔融盐中和真空中加热,也可用涂料或包装方法进行保护加热。加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。加热温度随被处理的金属材料和热处理的目的不同而异,但一般都是加热到相变温度以上,以获得高温组织。另外转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显微组织转变完全,这段时间称为保温时间。采用高能密度加热和表面热处理时,加热速度极快,一般就没有保温时间。 江苏直销LCD履带式电加热器焊前预热焊后热处理批发厂家购买履带式电加热器。
内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。履带式电加热器原理。

电加热器在机械行业的设备处理中有很大的应用,比较熟悉的就有全自动包装机、制袋机等设备等,它们都需要用电加热器进行产品的封装和处理。当然电加热器在使用过程中,也会有可能发生故障,其中以烧断和电加热器内部系统的短路尤为常见。一旦电加热器出现内部系统的短路故障,如果不及时排除,就不能保证产品的质量和使用,甚至还会导致电加热器内部系统损坏,造成严重损失。所以要想办法去避免电加热器内部系统故障的发生。电加热器一般是由温度控制仪表的触点来控制其内部的交流电源通断的,当电加热器温度低于设定温度时,它的温度控制仪表的触点接通,温度上升;当电加热器温度高于设定温度时,温度控制仪表的触点断开,温度下降,保证电加热器工作在一定温度范围内。电加热器出现烧断故障的话,操作人员无法判断电加热器是温度升高加热器正常断电,还是加热器断路故障造成的电加热器断电。由于加热器的热惯性,电加热器内部的温度需延迟一段时间才降下来,这样当电加热器的操作人员发现产品不合格后,已造成了浪费,使产品质量受到影响。对此,应该为电加热器设置断路检测装置,它能够有效的自动识别温度升高加热器断电和电加热器断路故障,从而做出正确及时的应对措施。陶瓷电加热器的价格。广西LCD履带式电加热器焊前预热焊后热处理生产厂家
工业级陶瓷电加热器。天津直销LCD履带式电加热器焊前预热焊后热处理供应商家
寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。天津直销LCD履带式电加热器焊前预热焊后热处理供应商家
吴江宏成电热设备有限公司属于机械及行业设备的高新企业,技术力量雄厚。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司拥有专业的技术团队,具有履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等多项业务。宏成电热顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。